
- Offer Profile
- Years of experience for highest quality
Since 1957 we have specialised in the manufacture of agitators for biogas, slurry and waste water. With our range of pumps, we offer a perfectly matched system of agitator and pump. We concentrate our knowledge and decades of experience on the quality of our products. And that is what makes us experts. Set your operation on course for the future - with advanced technology that meets your exact requirements and allows you to work economically.
We support you with individual solutions and indicate new possibilities. Excellent quality, high performance, long service life of our mixers and pumps as well as accommodating service are our principles. Demand them and rely on them!
Visit us on:



Long axis agitators
- Our long axis agitators for biogas plants are used in fermenters, secondary fermenters, repositories and pre-pits. SUMA rod agitators enable optimum environmental conditions in the biogas tank and therefore the greatest possible gas extraction.

REKORDMIX B1
- Especially for lagoons
- Motor power of 4 kW
- Tube Ø 70 mm, ss304
- Tube lengths 3.75 or 4.25 m
- Propeller Ø 320 mm
- Available with foil clamp unit

GIANTMIX BG2
- Espacially designed for biogas lagoons
- Motor power: 10 kW
- Tube Ø 101,6 mm, ss304 or ss316
- Tube lengths 4 / 5 m
- Propeller Ø 560 / 750 mm
- Available with foil clamp unit

GIANTMIX BG2 - VERTICAL MOUNT VERSION
- Designed for installation on top of the tank
- Motor power: 4.0 / 7.5 / 10.0 kW
- Tube Ø 101,6 mm, ss304 or ss316
- Tube lengths 4.0 / 5.0 m
- Propeller Ø 520 - 750 mm
- For installation on top of the tank
- POM protection to minimize abrasion
GIANTMIX FR LIGHT
- Gigantic can be so compact
- Motor with 4.0 / 7.5 kW
- Tube length 1.0 / 1.5 m
- Propeller-Ø 520 - 700 mm


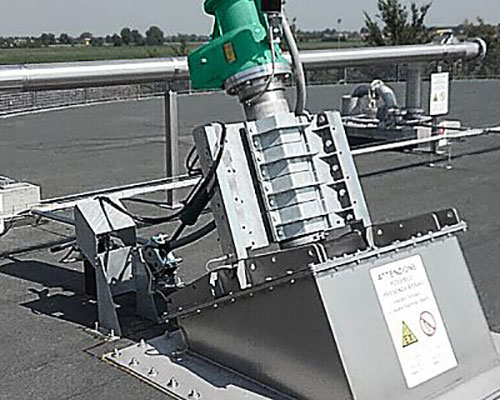
GIANTMIX FR 30°
- For an optimized biological process by almost constant substrate level
- Motor power of 11.0 - 18.5 kW
- Tube lengths 3.0 and 4.0 m
- Propeller Ø 620 - 850 mm


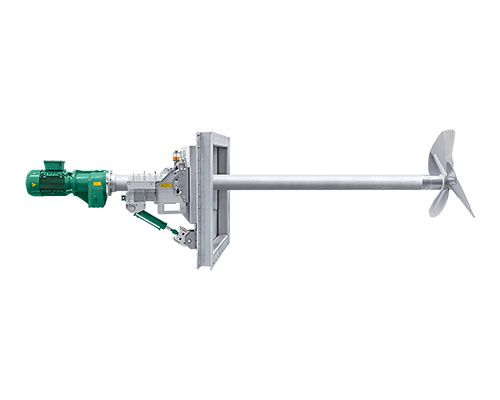
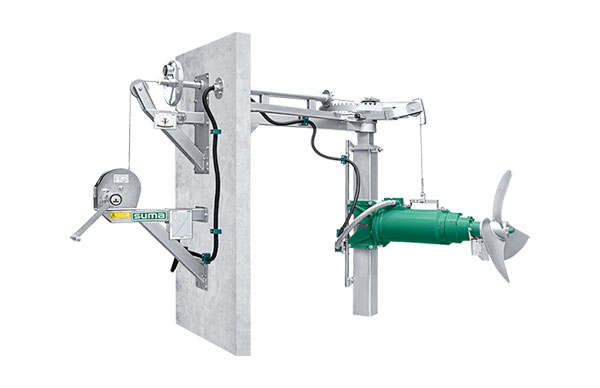
GIANTMIX FR SP
- Agitator which is vertically adjustable up to +/- 30°
- Suitable up to 8 m beneath substrate level. Deeper immersion depths on request
- Horizontally adjustable +/- 25° Vertically adjustable up to 30° through hydraulic cylinder or pinion
- Authorized for ex-zone 1 within the tank
- A 13,5 kW version is available for ex-zone 1 outside the tank
- Sealing plates 98 x 98 / 120 x 120 / 143 x 143 cm V2A (ss304) or V4A (ss316)
- Tube and sealing plate in ss304 or ss316
- Tube Ø 101,6, ss304 or ss316
- Propeller in hardened steel, ss304 or ss316
- POM protection to minimize abrasion


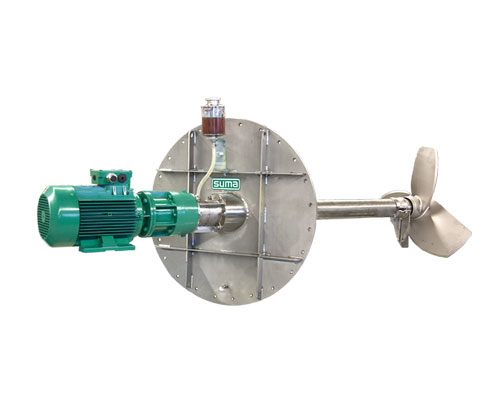
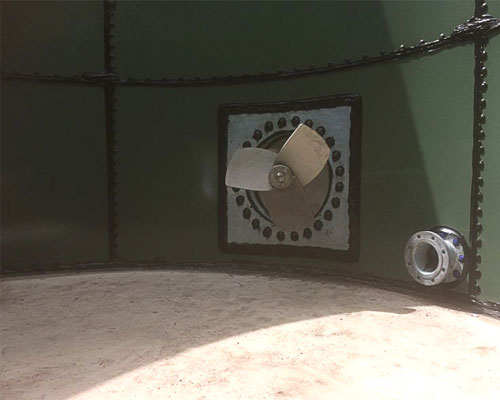
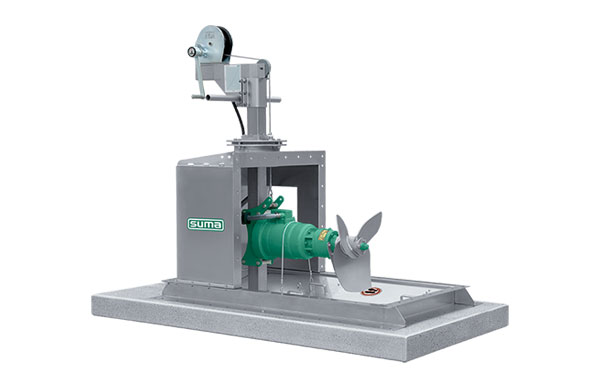
GIANTMIX FR STATIONARY
- The stationary version of our Giantmix FR
- Motors of 11.0 - 18.5 kW
- Tube Ø 101.6 x 4.0 mm stainless steel ss304 / ss316
- Tube lengths of 2.0 - 3.0 m
- Propeller Ø 580 - 660 mm galvanized or ss304, ss316
- Installation up to 8.0 m below substrate level. Deeper immersion depths on request
- POM protection to minimize abrasion
- FR HY: For tractor power 70 - 130 kW


GIANTMIX FT
- The agitator which is horizontally and vertically adjustable up to +/- 30°
- Low-noise spur gear
- Bearing housing with mechanical seal of SiC/SiC Tube Ø 159 mm, ss304 or ss316 / wall thickness 5 mm
- Tube lengths from 4.0 / 5.0 / 5.5 / 6.0 m
- Sealing plates in 3 sizes in ss304 (V2A) or ss316 (V4A)
- Sealing membrane EPDM 60
- Oil expansion vessel for lubrication and monitoring of the seal
- Suitable up to 8 m beneath substrate level. Deeper depths on request
- Horizontally and vertically inclination adjustment of ± 30°
- Propeller diameters from 660 to 880 mm in ss304 (V2A) stainless or hardened steel
- Hydraulic inclination (optional cylinder support upwards)
- Stainless steel rain covers optional POM protection to minimize abrasion
- Giantmix FT HY only with PTO drive and without motor possible


GIANTMIX FT - TOP MOUNT VERSION
- Long-axis agitator Giantmix FT - version for top mounting
- Motor power of 15.0 - 18.5 kW
- Tube lengths 4.0 / 5.0 / 5.5 / 6.0 m
- Propeller Ø 660 - 880 mm


REKORDMIX
-
The original and well-known SUMA electric agitator
- Motor power: 4.0 / 5.0 / 7.5 kW
- Tube lengths 2.25 to 4.25 m
- Propeller Ø 320 / 270 / 300 mm


GIANTMIX FX
-
Energy-efficient rod agitator with very high efficiency
- Motor power: 15.0 / 18.5 / 22.0 kW
- Tube length 4.0 m
- Propeller-Ø 1,200 - 1,600 mm

GIANTMIX AMX
-
Long-axis agitator Giantmix AMX for higher dry matter contents
- Motor performance: 18.5 / 22.0 kW
- Tube lengths 4.0 / 5.0 / 6.0 m
- Propeller Ø 1600 mm


GIANTMIX Z5
-
Our big tractor-driven agitator for your manure pit
- For tractor powers 100 - 160 kW
- Tube lengths 6.0 / 7.0 / 8.0 m
- Propeller Ø 620 - 700 mm

GIANTMIX AMX - Top mount version
-
Long-axis agitator Giantmix AMX - version for top mounting
- Motor power of 18.5 / 22.0 kW
- Tube length 4.0 / 5.0 / 6.0 m
- Vertical inclination through hydraulic cylinder
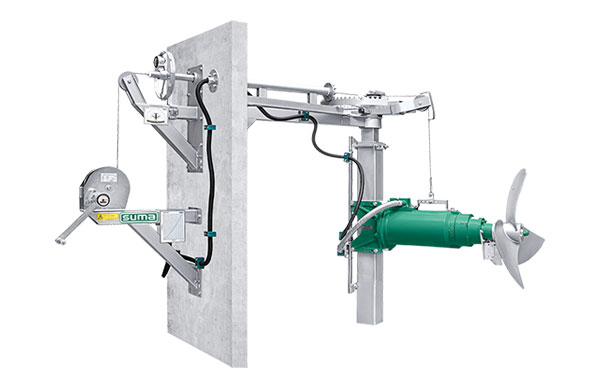
Submersible Motors
- Our OPTIMIX submersible mixers for biogas plants are used in fermenters, secondary digesters, final storage tanks and pre-pits. SUMA submersible mixers ensure optimum environmental conditions in the biogas tank and thus maximise gas yield.
OPTIMIX 2G 30-710
-
Agitator for smaller tanks with low dry matter content
- Motor power of 3 kW
- Propeller Ø 380 mm
- Mast and ss316 rope galvanically isolated
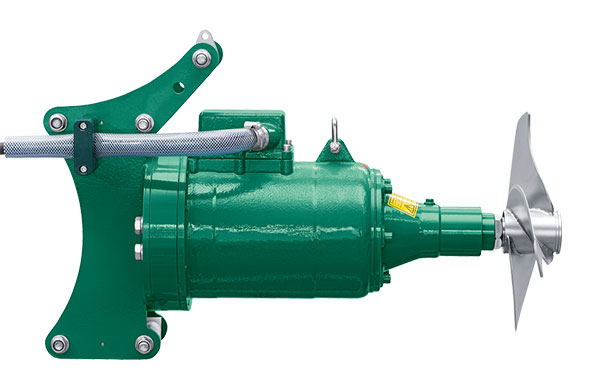
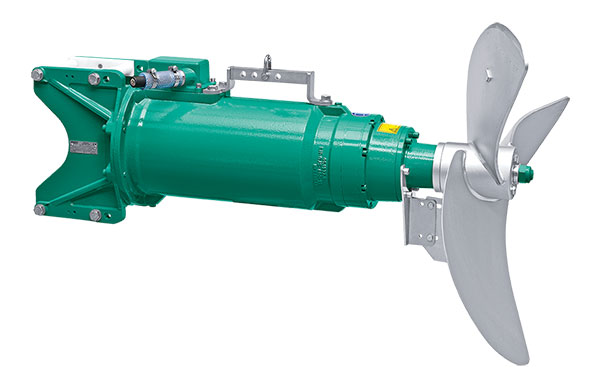
OPTIMIX 2G
-
Fluidically optimized submersible mixer
- Motor power of 4.0 to 15.0 kW
- Propeller Ø 580 - 800 mm
- Mast and ss316 rope galvanically isolated
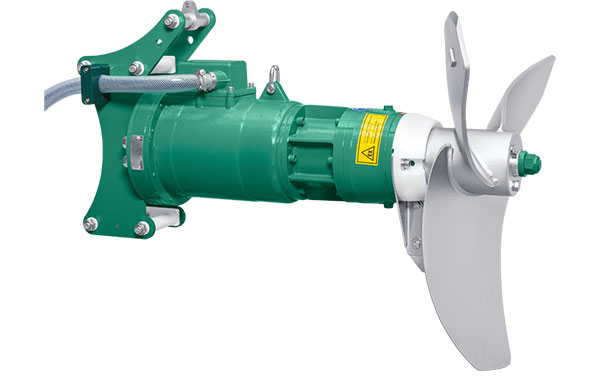
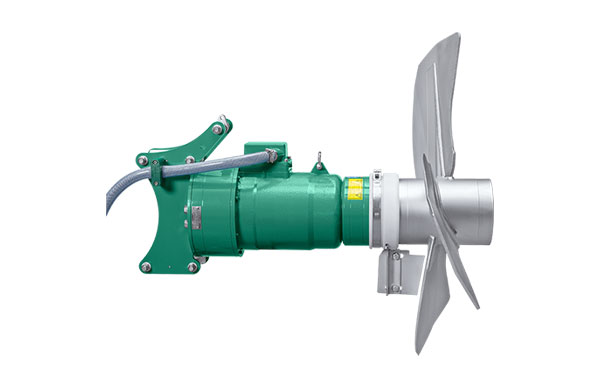
OPTIMIX 2A
-
Agitator for agressive media and low pH environments
- Motor power of 4.0 / 9.0 / 13.5 / 15.0 kW
- Propeller Ø 580 - 850 mm
- Completely manufactured in ss304

OPTIMIX 2G 90-65
-
For the reliable stirring operation and maintaining the stream
- Motor power of 9.0 kW
- Propeller Ø 1400 mm
- Mast and ss316 rope galvanically isolated
OPTIMIX 2G 150-275
-
Suitable for an installation with a substrate temperature up to 55°C
- Motor power of 15 kW
- Propeller Ø 850 mm
- Mast and ss316 rope galvanically isolated
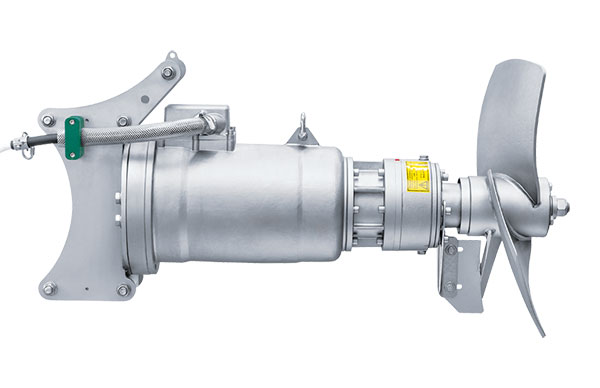
OPTIMIX 3G
-
Submersible motor for higher performance requirements
- Motor power of 25 kW
- Propeller Ø 900 mm
- Mast and ss316 rope galvanically isolated
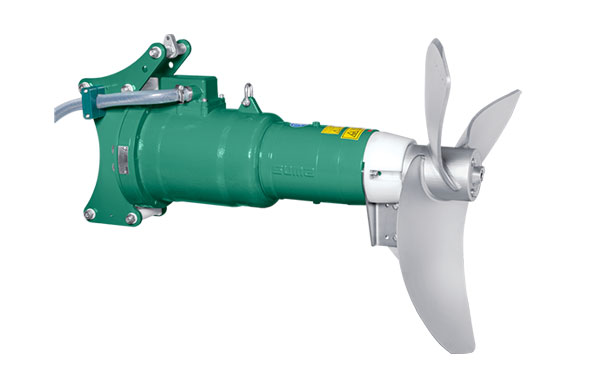
OPTIMIX 4G 150-135
-
Submersible mixer with high thrust and for high dry matter content
- Motor power of 15 kW
- Propeller Ø 1,200 mm
- Mast and rope galvanically isolated
Gastight ceiling lead through GDD
-
For a gas tightness of nearly 100 %
- For biogas tanks up to 14 m
- 360° tilt adjustment
- Adjustable in height through cable winch
Mast gastight wall lead through MGD
-
Maximum adjustment and gastightness
- For biogas tanks up to 14 m
- External vertically rotation 240°
- Adjustable in height through cable winch
Suspension mounting frame EV3
-
For plugging onto the wall and for a 4 - 12 m container height
- Suitable for tank depths up to 12 m
- For mounting onto the tank wall
- Lateral rotation +/- 60°

Suspension mounting frame EV4
-
For closed container with a height of 4 - 12 m
- Suitable for tank depths up to 12 m
- For mounting onto the concrete ceiling
- Vertically rotation +/- 60°

Suspension mounting frame EV5
-
For plugging to the wall of a container with 4 - 12 m height
- Suitable for tank depths up to 12 m
- Guiding mast: onto the inside tank wall
- Lift gallow: onto the outside tank wall
Pumps

- With our range of pumps we offer a perfectly matched system of agitator and pump for stirring, mixing, homogenising, pumping and filling from one hand. In doing so, not only do we meet the requirements for reliable pump technology, but also set new standards. PRESSURA is available as a long-shaft pump and submersible pump. The slurry pumps are available in various designs. Thanks to the extensive range of accessories, you will find the right solution for your application. See for yourself!

PRESSURA LW
- Stirring, mixing, homogenising, pumping, filling
- Maximum pumping rate: 192 - 531 m3/h
- Maximum head: 15 - 30 m
- For pit depths from 1.5 to 8.0 m

PRESSURA TP
- Stirring, mixing, homogenising, pumping, filling
- Max. pumping rate: 192 - 350 m3/h
- Motor: 5.5 / 7.5 / 11.0 / 15.0 kW
- For pit depth from 1.5 - 8.0 m