Alfa Laval

Videos
Loading the player ...
- Offer Profile
Technologies to trust
Alfa Laval is today a world leader within the key technology areas of heat transfer, separation and fluid handling. Our company was founded on a single brilliant invention and innovation remains at the heart of everything we do. With more than 3500 patents, we provide worldwide solutions in areas that are vital to society both today and for the future.
Product Portfolio
Fluid handling

Automation and fluid control equipment

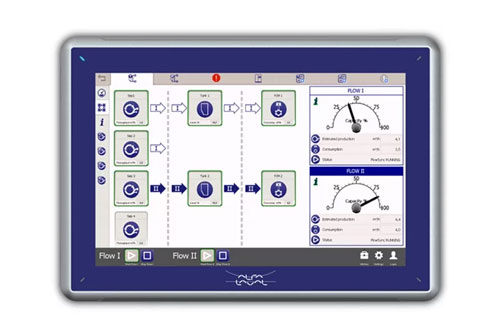
Control unit
- To monitor and control an efficient flow system, Alfa Laval offers a full range of accurate valve automation solutions. Our automation systems provide reliable status feedback at all times, and are easy to both set-up and operate. Our control units provide exceptional surveillance and control of the fluid handling process. The control units have well-proven features designed to ensure maximum safety during production, regardless of conditions.

Indication
- To monitor and control an efficient flow system, Alfa Laval offers a full range of accurate valve automation solutions. Our automation systems provide reliable status feedback at all times, and are easy to both set-up and operate. Our indication units provide basic information about the position of valves used in hygienic applications. Based on proven technology, this range of valve position indicators offers safe, reliable and economical operation.

Fluid control equipment
- Alfa Laval AS-H Coplastix consists of a complete line of custom flow control devices for waste, potable and storm water, as well as hydro, industrial, and sea water. Products include slide gates, stop gates and logs, and flap valves.
Pumps

Centrifugal pumps
- The cost-effective LKH pumps are used for evaporation, high-pressure, self-priming and high-purity applications. Alfa Laval SolidC focuses on initial cost and the self-priming MR pump, used for CIP return applications. The UltraPure versions meet requirements in pharmaceutical industries and are supplied with Alfa Laval Q-doc, a documentation package providing transparency of sourcing, production and supply chains, and full traceability of all changes in material, procedures or spare parts.

Circumferential piston pumps
- The SCPP circumferential piston pump range consists of two positive displacement pumps, specially designed for transporting very low viscosity products at higher discharge pressures for food, dairy and beverage and other hygienic applications. The extensive range meets a wide spectrum of requirements under various working pressures.

Rotary lobe pumps
- Our rotary lobe pumps are designed for low, medium and high-viscosity media and offer gentle pumping action and reliable performance. Our portfolio includes three ranges: SX, SRU and OptiLobe . With its robust construction, each pump is developed for a different type of demand and meets high standards of quality and reliability. Collectively, they provide operating economy and high flexibility of use.

Three screw pumps
- 3S
The 3S three-screw pumps consist of a broad range of low maintenance pumps for lubricating, non-abrasive and chemically inert liquids. 3S pumps are the best choise in many various industrial applications.
ALP
Alfa Laval ALP three-screw pumps are developed for lowest operating cost and highest reliability.

Twin Screw
- Delicately robust Positive Displacement and Centrifugal in one pump
Designed for process flexibility, the Alfa Laval Twin Screw Pump is built on a robust, reliable platform that meets stringent hygienic standards. It is capable of handling both product transfer and Cleaning-in-Place (CIP). Its low pulsation characteristics and excellent solids handling capability reduce the risk of product damage, thereby improving product quality. Maintenance is simplified and process uptime increased.
Instrumentation

Analytical instruments
- Our conductivity sensors are highly accurate, all-stainless steel devices that measure the ability of process liquids to carry electrical currents.

Cleaning validation instruments
- Our cleaning validation instruments offer a proven, reliable method to increase quality assurance in tank cleaning.

Flow instruments
- Our flow instruments are hygienic flow measuring instruments that enable accurate measurement of liquid levels in membrane filtration modules and plants.

Instrumentation accessories
- Our instrumentation accessories can be used in hygienic production in the food, beverage, dairy, personal care and pharmaceutical industries.

Level instruments
- Our level instruments provide accurate and reliable remote liquid level indications for food, dairy, beverage and pharmaceutical processes.

Pressure instruments
- Our pressure instruments provide accurate, reliable indications of pressure. The pressure measurement devices are suitable for use in filtration and pump systems, pressure vessels, valve matrices and other hygienic and pharmaceutical process equipment.

Temperature instruments
- Our temperature instruments provide accurate and reliable temperature measurements in hygienic and pharmaceutical production.

Weighing systems
- The Alfa Laval weighing system is based on a patented digital capacitive technology that features a number of advantages compared to other technologies used in measuring force and weight. The weighing system is ideal for mixing, dosing, level regulation or batch tasks. The robust technology allows for a simple and hygienic installation of the Alfa Laval load cells without mounting kits. The simple installation eliminates the need for maintenance and reduces the total cost of ownership.
Mixing equipment

Agitators
- Our agitators have a flexible, modular design and enable you to tailor a mixing solution to your exact requirements. The agitator range includes top-mounted units, with or without bottom support, as well as bottom or side-mounted units. Modularity lend itself to ease of installation and maintenance, and superior design ensures quality, performance and economy. The purpose-built agitators have impellers that promote optimal flow.

Tank mixers
- With no moving parts that can wear down or cause clogs, our eductors are made to move high volumes of material at a very fast rate by use of the Bernoulli Principle, which states "where velocity is high, pressure is low, and where pressure is high, velocity is low."

Powder mixers
- Our mixers allow you to match the right mixing method to your needs, ensuring greater energy savings, superior cleanliness, and higher process efficiency in terms of reduced process time and/or higher yield. This translates into better use of raw materials and resources, improved product quality and less waste in the long term.
Tank cleaning and equipment

Rotary jet heads
- Providing a high-impact jet stream in a three-dimensional cleaning pattern to clean tough residues
The rotary jet head tank cleaning devices provide exceptional cleanability, better end-product quality, greater overall output and reduced operating costs. They are designed for marine, hygienic, biotechnology and pharmaceutical applications. Available in various sizes and different configurations covering any tank size.

Rotary spray heads
- The rotary spray head tank cleaning devices provide exceptional cleanability, better end-product quality, greater overall output and reduced operating costs. They are designed for hygienic, biotechnology and pharmaceutical applications. Available in various sizes and different configurations covering any tank size.

Tank accessories
- As well as optimizing the process, Alfa Laval provides an extensive range of options for enhancing the tank itself. These include machine feet and tank feet in a wide variety of constructions, sight glasses with and without halogen light fixtures, and a broad selection of tank covers. We have over 50 different types of tank covers, with a range of shapes and sizes to meet every need. Alfa Laval tank covers are available for both standard and pressure vessels.

Tank covers
- Alfa Laval tank covers are high-quality openings that provide quick, easy and convenient entry and egress to tank interiors in the dairy, food and beverage, and biopharm industries. We offer more than 50 different types of oval, circular and rectangular covers, providing a quick, easy and convenient entry and access to tank interiors. Available with a variety of surface finishes and seal materials, these securely fit the openings of high/low or non pressure tanks.
Valves

Ball valves
- Our ball valves are constructed with a full-flow body design, enabling the product to pass through the valve with no restrictions and with a minimal pressure drop. The basic design allows cleaning and product recovery using pigging systems, and they are ideal for use with viscous liquids and liquids containing solid or semi-solid particles. Alfa Laval ball valves for hygienic use bear the Alfa Laval SBV and Alfa Laval Tri-Clover® designations.

Butterfly valves
- Our butterfly valves are straightforward on/off routing valves with a substantial opening area and low flow resistance. They are an optimal solution in modern processing technology and ideal for use with low and medium-viscosity liquids.

Control/check valves
- Our control and check valves are highly reliable valves used to ensure single directional product flow through process lines. This provides protection for process equipment that can be affected by reverse flow and prevents pressure surges and/or system shutdown.

Diaphragm valves
- Discover Alfa Laval's wide range of diaphragm valves for sterile and ultra-hygienic processes
We offer a wide range of well-proven diaphragm valves. They are built on a modular design and can be configured to meet to any specific requirement. Alfa Laval diaphragm valves are ideal for use in sterile and ultra-hygienic processes and supplied with a comprehensive documentation package, Alfa Laval Q-doc, providing full transparency of sourcing, production and supply chains, and traceability of all changes in material, manufacturing procedures or spare parts.

Double seal valves
- We offer two double seal mixproof valves, the Alfa Laval SMP-BC and the aseptic version, SMP-BCA. The valves are built on a standardized and cost-effective design and are ideal for handling hygienic process flows through matrix piping systems.

Double seat valves
- Our double seat valve concept provides modular solutions that are easily tailored to any specific requirement. The double seat design provides long-lasting, spillage-free operation thus minimizing the risk of product contamination. The use of double lip seals provides added protection to ensure safe and hygienic operation.

Regulating valves
- Our regulating valves are used for adjusting or monitoring flow volumes and flow directions. Specially designed for use in a broad range of metering, blending, weighing and filling system applications, they are the ideal solutions for precision control of flow rate or pressure.

Safety valves
- Safety valves are used for overpressure or vacuum protection in tank and pipelines. Protects against implosion due to vacuum caused by cold rinsing after hot cleaning; against implosion due to caustic absorbed in CO2 atmosphere/temperature fluctuations or against implosion due to blocking of gas supply during emptying.

Sampling valves
- Alfa Laval sampling valves make it possible to obtain representative samples of food and beverage, personal care and biopharm products.

Shutter valves
- Our shutter valves are suitable in applications with large products, high viscous or strict requirements minimizing pressure loss. The shutter valve range is designed for use in the food, chemical, pharmaceutical and other industries with high hygiene requirements.

Single seat valves
- Our range of single seat valves consists of large numbers of purpose-designed valve units that are very robust and flexible. They are ideal for use in processes with a high hygiene standard.
Installation material

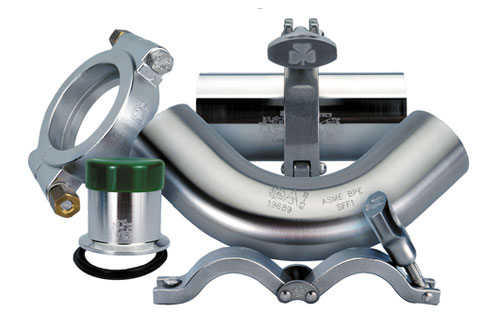
Hygienic fittings
- Alfa Laval Hygienic Tubes and Fittings meet the exacting demands for safety, reliability, efficiency and hygiene for standard duty in the food, dairy, beverage and personal care industries. Special BioPharm tubes and fittings are available. Our hygienic fitting range meets precise requirements for safety, reliability, efficiency for standard duty in the food, dairy, beverage and personal care industries. All hygienic fittings comply with ISO 2037, ASME dimensions, EN 10357-A, and BS 4825.
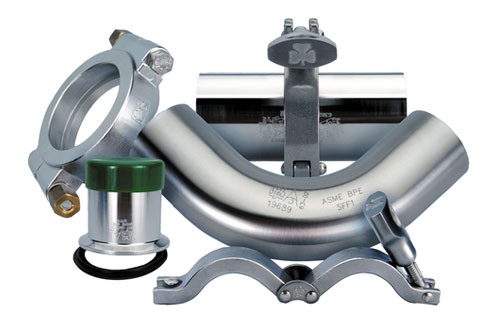
UltraPure fittings
- Designed to meet the specific demands of the biotech, pharmaceutical and personal care industries, Tri-Clover® UltraPure tubes and fittings provide safe, easy installation and high, consistent quality. Alfa Laval Tri-Clover® UltraPure tubes comply with ISO 2037 and ASME BPE dimension

Hygienic tubes
- Our hygienic tube range meets precise requirements for safety, reliability, efficiency for standard duty in the food, dairy, beverage and pharmaceutical industries. All hygienic tubes comply with ISO 2037, ASME dimension standards, DIN 11850 and BS 4825.
UltraPure tubes
- Our Tri-Clover® UltraPure tubes provide safe, easy installation and high, consistent quality. The are designed to meet the specific demands of the biotech, pharmaceutical and personal care industries. Alfa Laval Tri-Clover® UltraPure tubes comply with ISO 2037 and ASME BPE dimension standards.
Heat transfer

Boilers

Exhaust gas economizer
- Exhaust gas economizers after diesel engines and waste heat recovery units after gas turbines are unfired and utilize the otherwise wasted heat from the exhaust gas of the diesel engine/gas turbine to produce energy/heating.

Oil/gas-fired composite steam boiler
- Especially on smaller vessels, a composite boiler can be an economical solution that saves space and reduces pumping needs. Available in single-inlet or multiple-inlet configurations, the Aalborg OC-TCi is a plug-and-play solution that can be fired with either fuel or exhaust gas.

Oil/gas-fired steam boiler
- Alfa Laval has one of the most comprehensive product ranges within marine boilers. Our expertise dates back to 1919 when the first marine boiler was designed at Aalborg Shipyard in Denmark. Boilers on ships are used for supply of steam for various processes such as pumping, heating, cooling, cleaning and hot-water for the accommodation.
Heaters

Oil/gas-fired hot water heate
- Alfa Laval Aalborg is the world's market leader in supplying marine thermal fluid heating systems. Within this product range is the Aalborg TFO product, which is a oil- or gas-fired thermal fluid heater.

Oil/gas-fired thermal heaters
- Alfa Laval Aalborg is the world's market leader in supplying marine thermal fluid heating systems. Within this product range is the Aalborg TFO product, which is a oil- or gas-fired thermal fluid heater.

Waste heat recovery heater
- Alfa Laval Aalborg is the world's market leader in supplying marine thermal fluid systems. Aalborg EX is a forced-circulation vertical heater for recovering heat from exhaust gas.
Burners
Aalborg MPF Multi Fuel
- The Aalborg MPF (Marine Para Flow) burner for dual-fuel firing of MDO, HFO, crude oil and fuel gas comes in roof orwall-fired designs. A low emission marine burner variety, Aalborg MPF-LE (LE for low emissions), is also available.

Gas combustion unit
- Alfa Lavals gas combustion technology provides DFDE or LSD engines with a compact gas combustion unit (GCU) that has lower installation costs and operating expenditures than comparable units.
Air heat exchangers

Finned coil air coolers
- Alfa Laval air coolers come in a variety of designs suitable for any refrigerant system and virtually any application. Alfa Laval offers commercial and industrial product lines covering both general purpose coolers and dedicated cooler ranges for specific applications such as agricultural storage, fruit ripening, data centre cooling and blast freezing. We supply both standardized as well as fully customized air coolers.

Finned coil air heaters
- Alfa Laval air coolers come in a variety of designs suitable for any refrigerant system and virtually any application. Alfa Laval offers commercial and industrial product lines covering both general purpose coolers and dedicated cooler ranges for specific applications such as agricultural storage, fruit ripening, data centre cooling and blast freezing. We supply both standardized as well as fully customized air coolers.

Finned coil condensers
- Alfa Laval supplies finned coil air heat exchangers designed for air heating. For this application a hot liquid (usually water) is pumped through the tubes, heating up the coil and the air flowing through. Alfa Laval supplies both standardized as well as fully customized air heaters. These products are used for heating spaces such as workshops, sports halls, or as hot air door curtains in shop entrances.

Finned coil gas coolers
- CO2 gas coolers replace traditional air-cooled condensers in refrigerating systems designed for the use of carbon dioxide as a single refrigerant. In a gas cooler, hot compressed CO2 gas flows through the cooler tubes and is cooled down by the ambient air that is forced through the coil. The refrigerant gas is not liquefied in the gas cooler, but later on in the expansion valve. Air cooled gas coolers operate with considerably higher pressures than air cooled condensers.

Finned coil liquid coolers
- Our range covers dry coolers for HVAC & REF applications, radiators for applications in process and power industries and dedicated ranges for transformer oil cooling. Our liquid coolers are available with either copper or stainless steel tubing. We supply both standardized as well as fully customized industrial and commercial liquid coolers. The Alfa Laval product portfolio includes a variety of design options and accessories.

Finned tube air heat exchangers
- With an Alfa Laval finned tube air heat exchanger you get a robust cooler that will deliver high performance for many years to come. Our product range covers most applications in the oil & gas, petrochemical and power industries. We supply both standardized and fully customized, engineered-to-order solutions. Thanks to their flexible designs, we can configure our heat exchangers to match your specific operating conditions, ensuring reliable operation, low operating costs and high performance.
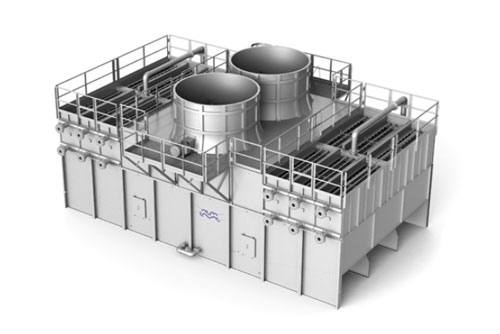
Niagara wet surface air coolers
- Alfa Laval Niagara Wet Surface Air Coolers (WSAC®) are custom built, closed-loop cooling and condensing systems that combine high performance, low operating costs, compact size and reliable operation. Renowned for their robust design and high efficiency, Alfa Laval Niagara WSACs are used in a large number of demanding industries. Their low water consumption and high cooling capacity have made them a popular choice in applications where low temperatures are required for process improvements.
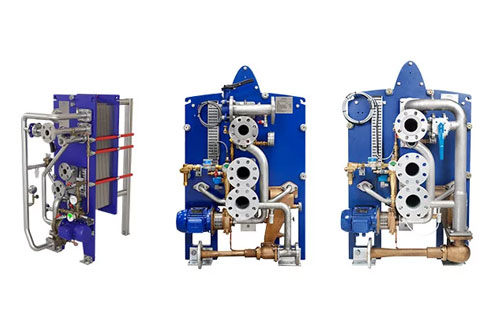
Plate heat exchangers

Brazed plate heat exchangers
- Alfa Laval copper-brazed plate heat exchangers are a compact, efficient and maintenance-free solution for heating, cooling, evaporation and condensing in numerous applications. Each unit is designed for duty optimization, with a range of unique features that ensure both superior thermal performance and maximum reliability. This enables the longest possible service life even under conditions with extremely high design pressures.

Fusion-bonded plate heat exchangers
- Alfa Lavals patented AlfaFusion bonding technology creates highly efficient, compact heat exchangers made entirely of stainless steel. Virtually maintenance free and capable of handling extremely high pressures and temperatures, they are an ideal heat transfer solution for challenging applications. These include duties with high cleanliness demands, with aggressive media such as ammonia, or where copper or nickel pose contamination risks.

Gas-to-liquid plate heat exchangers
- From exceptionally high temperatures to media with extremely asymmetrical flow rates, Alfa Lavals gas-to-liquid portfolio handles more than other plate heat exchangers. Built with a revolutionary asymmetric dimple plate design, our gas-to-liquid models provide efficient heat recovery and very low pressure drop in gas applications all within a significantly smaller footprint than tubular technologies.

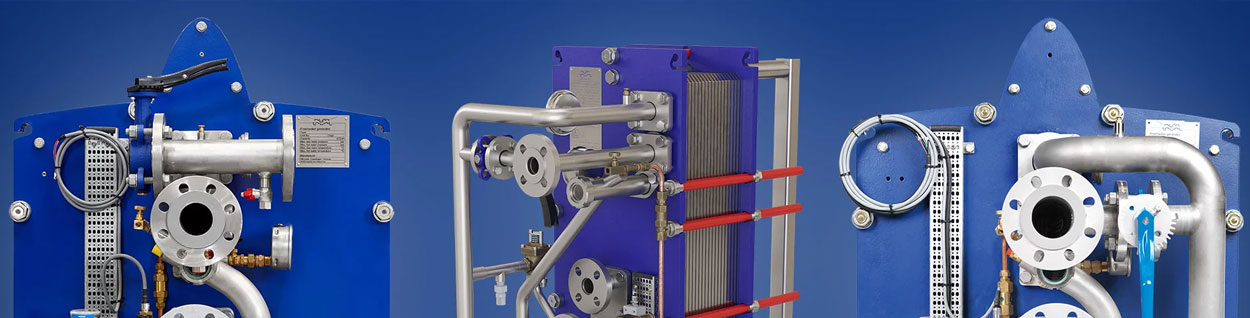
Gasketed plate-and-frame heat exchangers
- Alfa Laval doesnt do average. Whether it is our multi-purpose Industrial range; the Semi-welded industrial range for refrigeration and exacting processes; the Hygienic range for food, beverage and pharma applications; or the Specialized range for condensation, evaporation and fibrous media you buy into reduced cost of ownership and increased efficiency and safety.

Printed circuit heat exchangers
- Alfa Laval printed circuit heat exchangers (PCHEs) combine superior robustness and integrity with an exceptionally high heat transfer rate, in a unit thats up to 85 % smaller and lighter than comparable shell-and-tube exchangers. The unique design results in excellent performance, lower installation and operational costs, as well as improved safety. Each unit is also fully customizable according to your exact needs.

Welded spiral heat exchangers
- Alfa Laval spiral heat exchangers are designed to handle the toughest heat transfer challenges. Whether its frequent fouling from dirty media, or limitations from pressure drop and floor space, they are the ultimate problem solver for liquid-to-liquid and two-phase duties. The robust, efficient and compact designs keep both installation and maintenance costs extremely low, and they have a proven reputation for almost never fouling up.

Welded plate-and-block heat exchangers
- The Alfa Laval Compabloc range provides compact and efficient heat transfer for a wide range of clean and dirty process duties. Full and easy cleanability on both circuits makes it the most service friendly welded heat exchanger on the market.

Welded plate-and-shell heat exchangers
- The Alfa Laval portfolio of welded plate-and-shell heat exchangers offer ultimate robustness for challenging high pressure process duties. They are designed for high temperatures and high pressures, primarily for clean process fluids. The units deliver efficient heat transfer with a small footprint, which makes them ideal where space is restricted.
Scraped surface heat exchangers
Scraped surface heat exchangers
- For continuous processing of viscous and other challenging products, the Contherm® range of scraped-surface heat exchangers means more for your production. More thermal efficiency. More yield. More quality. And ultimately, more profitability. When it comes to your business, who doesnt want more?
Tubular heat exchangers

Process gas boilers
- These special tubular heat exchangers effectively cool process gases at high temperatures and pressures, and use the heat recovered to produce steam at medium-to-high pressures. They frequently must handle a process gas that is chemically aggressive.

Process shell-and-tube heat exchangers
- Built for the toughest applications, Alfa Laval Olmi process shell-and-tube heat exchangers are used in demanding positions in petrochemical plants, refineries, oil and gas production facilities and power stations. With optimal materials, advanced welding and exceptional process technology, these durable and reliable tubular heat exchangers tackle virtually any challenge.
Quench exchangers
- Olmi quench exchangers systems are the core heat transfer equipment in ethylene production processes. As a trusted equipment and service provider, Alfa Laval optimizes quench exchangers along with ancillary items, such as steam drums and piping, to withstand fouling, erosion and corrosion. The results? Reliable performance, continuous uptime and maximum ethylene productivity and yield.

Shell-and-tube heat exchanger
- Our shell and tube heat exchangers are used in many comfort and industry applications for heating and cooling fluids. They consist of a shell with traditional plain tubes or enhanced surface tubes for high thermal performance. The fluids can be liquids or gases, one of which flows inside the tubes while the other flows outside the tubes within the shell. There are single-phase or two-phase heat exchangers, and the latter is used to either boil or condense fluids.

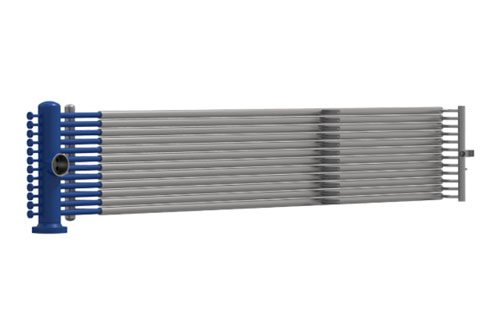
Tube-in-tube heat exchangers
- The new Alfa Laval Tube-in-tube heat exchanger is specifically designed for sludge which contains fibres and particles, making it ideal for heating and cooling of most wastewater sludge. The equipment consists of a single tube mounted inside an outer shell tube, so that the product medium flows counter-current through the inner tube, with the service medium around it.
Seperation

Pump control system
FlowSync
- Alfa Laval FlowSync is an automatic separator feed pump control system for use in your vessel's treatment system. It synchronizes fuel flow to separators based on actual consumption - giving you greater engine protection, lower cat fine levels and reduced energy costs.
Filters and strainers

AS-H Belt Thickener
- Using gravity to thicken dilute sludge and slurries, the Alfa Laval AS-H belt thickener is suitable for all municipal or industrial flocculated sludges particularly those from biological and activated sludge processes. Low energy and polymer consumption and trouble-free operation give important reductions in both cost and hassle for wastewater management.

AS-H Iso-Disc
- The high-performance cloth media filter captures solids to produce reuse-quality filtrate in a continuous operating process. The polishing filter is designed for tertiary filtration and final polishing in municipal and industrial wastewater treatment.

AS-H Plate Press
- The best technology to get dry cake solids up to 40% and solids capture over 99%.

Belt press
- Alfa Laval AS-H belt presses are ideal for efficient dewatering of sludge from municipal and industrial wastewater treatment as well as fresh water production at waterworks. We offer two different models that comes in different sizes.

Rotary drum filters
- Alfa Laval offers different types of rotary drum filters for efficient sludge thickening, designed to boost process performance while reducing operating costs and simplifying maintenance.

W-Sil
- The W-SIL strainer is a self-cleaning brush strainer that is specially designed to remove coarse particles from process liquids, to protect downstream equipment such as centrifuges, heat exchangers, pumps, etc.
Centrifugal separators

Decanters
- Alfa Laval decanter centrifuges help you separate solids from liquids within one single continuous process. Stand out from the competition with high performance separation that results in extracted / clarified products of excellent quality and higher commercial value. Make a difference as you recover valuable raw materials, reduce energy consumption and lower footprint and waste management costs with our industrial decanter centrifuge machines and services.

Separators
- At Alfa Laval we understand the critical role that a separator plays in your operations. From food and beverage processing and pharmaceuticals to marine applications, oil and gas and more, we can support you with both the expertise and product portfolio to match your application needs. For over a century, we have built a reputation of supplying reliable technology with innovations that continuously improve separation performance, safety and sustainability.
Automatic back flushing filters

Cylindrical filter baskets
- The Alfa Laval Filter (ALF) constitutes of a range of automatically selfcleaning filters/strainers, used mainly to protect heat exchangers from clogging, fouling and corrosion in various industries where cooling systems use low-quality water. ALF removes debris and marine life, reducing the risk of unplanned downtime and prolonging heat exchanger service intervals.

Filtering elements
- Alfa Lavals automatic filter solutions for fuel oil, lubricating oil and hydraulic control oil combine high performance with robust and compact design. Their disc-type filter elements are cleaned through continuous backflushing, which prevents the accumulation of retained solids and minimizes maintenance needs. Sludge can be removed either by means of a diversion chamber or by a centrifuge on the backflush line.
Membranes

Auxiliary membrane equipment
- Alfa Laval provides everything you need for a complete membrane filtration system. We also offer a wide range of special ancillary equipment, fittings and accessories needed for installing the membranes used in spiral-wound and plate-and-frame systems, and for operating them safely and efficiently.

Flat sheet membranes
- Alfa Laval manufactures polymeric membranes for use in an extensive range of processes applied in the food, beverage, dairy, biotech and pharmaceutical industries. Our membranes cover all cross-flow filtration processes: reverse osmosis, nanofiltration, ultrafiltration and microfiltration

MBR Membranes
- With Alfa Laval MBR membranes, you get trouble-free MBR wastewater treatment at a low operating cost. Based on Alfa Laval LowResist technology, they combine minimal cleaning and maintenance needs with low energy consumption and excellent effluent quality.

LabStak
- Alfa Laval offers a wide range of small-scale LabStak modules which are ideal for on-site testing. Valuable data is gained for evaluation of process feasibility, determination of design and up-scaling, optimization of existing production lines or processing of high-value products.
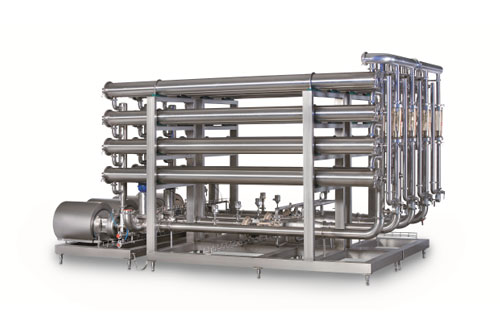
Membrane filtration systems
- Alfa Laval designs, manufactures and installs complete cross-flow membrane filtration systems, based on polymeric membranes. Our production units are based on either the unique plate-and-frame modules or on spiral elements of varying sizes. For some applications, a combination of both types can be used to give the best possible solution

Modules
- The open-channel design of the unique plate-and-frame modules from Alfa Laval makes the units suitable for practically any viscosity, and even for suspended solids. The Alfa Laval plate-and-frame modules are approved for sanitary operation and offer great advantages when product purity is paramount and perfect cleaning and disinfection is a must

Spiral membranes
- A wide range of full-fit, sanitary spiral membranes for reverse osmosis (RO), nanofiltration (NF), ultrafiltration (UF) and microfiltration (MF) to efficiently recover, purify, fractionate or concentrate products in industries such as food, beverage, dairy, biotech/biobased chemicals and pharma. They can also be used in water recovery. Different combinations of membrane, diameter, length and spacer ensure compatibility with all cross-flow membrane filtration processes.

Lab/pilot units
- The specific range of small-scale membrane filtration lab/pilot units for on-site testing provide you with data for evaluation of your membrane solution process feasibility, future design and scale-up. They can also be used to optimize existing processes or lines. Our breadth of membrane filtration equipment means that we can be with you from initial testing to full-scale production along the way. Benefit from our industry and application know-how, streamlined services and smooth transitions.
Process solution
Ballast water treatment
PureBallast 3.1
- Alfa Laval PureBallast 3 is the third generation of the leading ballast water treatment technology and the first solution to be revised G8 ready. It offers unmatched performance in all water salinities: fresh, brackish and marine. Over 4,000 PureBallast systems have been sold to date, including hundreds installed as retrofits.
Brewery solutions

Aseptic tank modules
- Hygienic tanks to store liquids and viscous products prior to aseptic filling.
Beer dealcoholization modules
- Alfa Laval offers advanced cost-effective, standardized solutions and systems for removing or reducing alcohol in beer to help brewers tap into the fast-growing and profitable low and noalcohol beer market as people across the world search for healthier options.

Blending modules
- Alfa Laval blending modules are precise and accurate. Some of the modules also feature a carbonation system for beer and beverages.

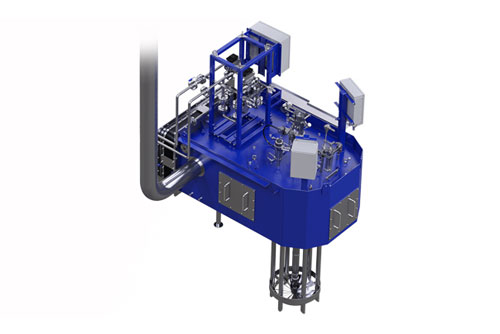
Centralised sampling system
- DescriThe Centralised Sampling System facilitates sample taking from beer tanks. It is a modular system equipped for taking out samples from up to 12 tanks. Because of the position of the sampling valve on vertical fermenters or bright beer tanks, access to sampling point often requires platforms. The system allows for placing the sample valve at the optimal point for sampling: on the middle of the cylindrical part of the vessel, independent of whether there is easy access to this point or not. ption

CIP modules
- Our CIP module is a modularised skid-mounted plug-in station for automated cleaning-in-place procedures for brewery equipment such as piping, tanks, filling machines,heat exchangers, and other units. The cleaning regime is fully adjustable in terms of cleaning time, temperature, pressure and flow to ensure the best results for your brewery needs.

Craft brewing
- Alfa Laval has a long history of supplying process equipment to both small local producers and global breweries. We help you realize your visions with solutions that bring out the best in your beer and brewery. We listen to your needs and support you with all our experience and process know-how to maximize product quality, reduce your environmental impact and optimize production.

Deaeration modules ambient
- Brewery module to provide deaeration of water at ambient temperature. Alfa Lavals Aldox range of self-contained and pre-assembled deaeration modules offer hot or cold water deaeration with DO levels down to less than 10 ppb and carbon dioxide efficiency exceeding 95% for any capacity between 10 and 1800 hl/h. Aldox adapts easy and efficiently to your needs for capacity, complexity, deaeration level, automation, component selection or any other requirement.

Deaeration modules under vacuum
- Everything you need for brewing perfect beer

Dry hopping
- Alfa Laval provides solutions for effective dry or cold hopping the process of adding hops to the beer after primary fermentation. In releasing essential oils from hops, the process enhances flavour and aromas lost in the brewhouse without adding to the beers bitterness. The practice has become widespread in recent years, during which styles such as India Pale Ale have gained popularity.

Sterile filtration module
- The Alfa Laval Beer Sterile Filtration (BSF) module filters your beer so you achieve 100% bacteria retention without thermal degradation and without affecting your products flavour. This is thanks to our unique membrane beer filtration technology and Sartorius filtration cartridges.

Tank top plate systems
- Approximately 1 out of every 6th beer produced worldwide has been processed in a tank equipped with one of Alfa Lavals specially designed brewery tank top plate assemblies. A top plate assembly is a machined solid-stainless-steel plate outfitted with practically all the necessary tank safety equipment for mounting on the top of a pressurized beer tank.

Wort modules
- A range of wort preparation systems to raise brewhouse performance, from wort aeration to whirlpooling and more.

Yeast management systems
- Alfa Laval has a broad range of modules for yeast management that help control variables and minimize inconsistencies. Each yeast management module for gentle and consistent handling of yeast, which leads to consistent fermentation performance time and time again.
Bulk solutions

Air eductor
- The Alfa Laval Vortex Bulk Booster is a high-performance pneumatic conveying line booster. It maintains constant conveying pressure in bulk transport lines and enhances the rate of transfer of bulk materials (especially powders) in a safe and hygienic way.

Dust recovery system
- The Alfa Laval Dust Recovery System uses passive product recovery to provide a safe and adaptable method of radically limiting the amount of dust emitted into the environment.
Exhaust Gas Cleaning
PureSOx
- PureSOx is the SOx scrubber system at the forefront of wet exhaust gas cleaning, with a track record no other scrubber technology can match. Every PureSOx system ever sold is operating and in compliance with IMO SOx regulations. Yet this is only one reason for the scrubber systems many returning customers. Experience in SOx scrubber supply and installation, plus comprehensive services and connectivity, make Alfa Laval the leading partner in SOx scrubber technology.
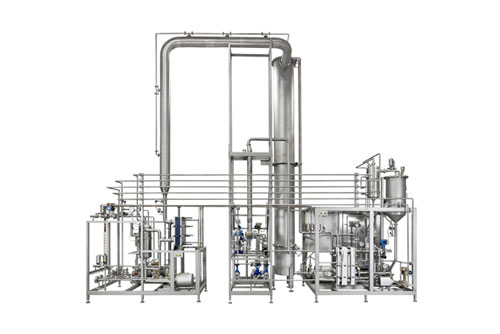
Evaporation systems

Plate flash evaporation system
- Alfa Laval AlfaFlash systems are a proven evaporation solution for fouling liquids and are beneficial in the concentration of liquids with a high viscosity.
The BlueVap thermal separation system turns black water effluent from olive oil extraction into clear water that can be safely discharged to local sewage plants.

Plate rising film evaporation system
- Alfa Laval provides a complete range of evaporators and engineered solutions for a wide selection of applications and capacities. This enables you to optimize the performance of your process. Our evaporation systems are found in plants around the world, handling a variety of different liquids.

S&T falling film evaporation system
- Alfa Laval FilmVap tubular falling-film evaporators are well proven and mechanically reliable. An innovative arrangement featuring more efficient vapour separators ensures a smaller footprint than with other falling-film designs. These evaporators can process clear, non-fouling liquids as well as moderately fouling liquids, as a result of optimally configured FilmVap liquid distributors.

Tube flash evaporation system
- Alfa Laval ViscoVap tubular forced circulation flash evaporators are designed for evaporation duties with fibres and larger particles. ViscoVap is the perfect evaporator for purées such as tomato and mango, as well as a suitable finisher in effluent evaporation systems.
Filling solutions

Aseptic bag in box fillers
- A range of aseptic bag in box filling systems for various industries, from food and beverage products to laboratory and pilot applications.

Bag in box fillers
- A range of bag in box fillers for different food and beverage applications.

Bag in box modules
- DescriBag-in-box-module systems designed to complete and integrate with our range of aseptic and non-aseptic bag-in-box fillers. ption
Freshwater generation
Single stage freshwater generator
- Alfa Lavals unique AQUA plate technology enables the conversion of seawater into fresh water in a single stage. It can be found in the range of Alfa Laval AQUA Blue freshwater generators, which minimize the space, pumping needs and electrical power requirements for producing fresh water.

Two stage freshwater generator
- Conversion of seawater into freshwater by vacuum distillation for the supply of high quality freshwater for domestic and process utilization. For installation onboard ships, rigs, and onshore remote locations.

HWL heating and circulation
- The Alfa Laval Hot Water Loop is a steam heated system that delivers heat to equipment in marine applications. It ensures a constant temperature and can be used anywhere hot water is needed, e.g. constant hot water supply for fresh water generation or diesel engine pre heating.

Multi effect plate desalination
- Alfa Laval Multi-Effect Desalination equipment converts seawater to high purity water for use in power plants, the oil & gas industry, solar desalination and on cruise liners.

Mechanical vapour compression
- Vacuum vapour compression water makers that are simple to maintain and compact to install in any offshore facility.
Fuel conditioning solutions
Fuel conditioning modules
- There are always challenges on the horizon when it comes to the marine industry. Whether thats due to different legislations around emissions, through fuel costs, or through upgrading the engines, there will always be some things that remain uncertain. With Alfa Lavals range of Fuel Conditioning Modules, though, you can be prepared for whatever the future holds.
Marine exhaust gas solutions
Scrubber water treatment management
- There are always challenges on the horizon when it comes to the marine industry. Whether thats due to different legislations around emissions, through fuel costs, or through upgrading the engines, there will always be some things that remain uncertain. With Alfa Lavals range of Fuel Conditioning Modules, though, you can be prepared for whatever the future holds.
Olive oil solutions

Centrifugal separator modules
- Alfa Laval X-series decanter centrifuges are designed to provide a cost-effective operation in the olive oil chain, for both two-phase and three-phase operation. Y series
Alfa Laval Y series decanter centrifuges are designed to provide cost-effective operation in the olive oil chain, specifically for two phase operation.

Crushers
- Paste preparation is one of the critical steps in determining both the quantity and quality of the oil obtained from an olive oil extraction line.

Malaxers
- Malaxing is a crucial step in the olive oil extraction process, because it plays a major role in determining the quality and quantity of the product obtained.
Round overflow malaxers provide continuous heating of olive paste, releasing the oil so that it starts to form larger droplets that are then separated out in a vertical decanter centrifuge.

Olive oil systems
- The AlfaOliver 500 is a small-scale process module designed for the olive grower who wants to ensure a unique taste and quality profile for his production of extra virgin olive oil.

Washing machines
- Properly cleaned olives will ensure the longevity and performance of the other plant equipment in your olive oil mill.
Protein solutions

Fish process systems
- Alfa Laval offers complete fish processing systems for food and feed. Our compact, flexible solutions help you achieve superior product quality whilst reducing energy consumption and waste. You can also make use of Alfa Lavals unparalleled practical know-how and experience to help extend, improve and fine-tune any installation for your business.
Rendering systems
- Alfa Laval Centribone plants provide the most versatile and efficient way to process meat by-products.
Refrigeration solutions
U-Turn
- U-Turn is a liquid separator especially designed for use with plate heat exchangers in ammonia applications. The module including the separator and plate heat exchanger ensures minimum pressure drop losses and maximum energy efficiency.
Safety solutions

Combustion type inert gas system
- We produce inert gas for volatile cargo through a number of methods adapted to the combustion safety requirements of different vessels. Nearly all of them feature the unique Ultramizing system which atomizes fuel oil for soot-free inert gas, even at partial loads. New to our portfolio is the Gas Combustion Unit for LNG carriers, which safely and conveniently handles boil-off on vessels with dual-fuel or low-speed diesel engines.

Flue gas type inert gas system
- DescripYour tank holds your source of income and a potential source of danger. Alfa Laval Smit systems for inert gas production ensure a stable, safe tank environment. tion

Inert gas system
- Alfa Laval has spent decades optimizing cargo safety under the Smit name. Today were the market leader in the supply of inert gas systems for maritime applications. These systems degrade the oxygen level in the cargo tank, thus preventing a combustible atmosphere.
Thermal solutions
Heat treatment modules
- Alfa Laval provides a range of standardized heat treatment equipment to eliminate or reduce the number of live micro-organisms in a product thereby improving microbiological stability and increasing shelf life. The various process design configurations of the heat treatment equipment mean that the pre-engineered plate heat exchanger-based pasteurizing modules can be easily customized to different requirements and plugged into a system for quick operational start up.