
- Offer Profile
-
We offer high-performance components and turnkey storage solutions for the biogas and agricultural industries, placing particular emphasis on durability, operational reliability and long system life. Our portfolio includes robust and proven agitators, pumps and efficient separation technology designed for continuous use under demanding conditions.
Based on our more than 100 years of expertise in the agricultural and biogas industries, we are committed to delivering high-quality, reliable solutions that reduce downtime in the long term and help increase gas yield in biogas plants.
From initial planning and system design to commissioning, we support our customers with cost-effective, user-friendly solutions that are precisely tailored to the individual requirements of each plant.
To ensure long-term operational safety and plant availability, we provide comprehensive customer service, including service operations with our own fleet of cranes and reliable service support when it matters most. This ensures that your plants remain efficient, safe and reliable in operation for many years to come.
Visit us on:




AGITATORS

-
Biogas agitators from Paulmichl stand for high quality and robustness. They have to be efficient, powerful and durable - agitators that are committed to sustainability and cost-effectiveness. Here you will find an overview of our product range for use in biogas plants, especially for fermenters, secondary fermenters, final storage tanks and pre-pits.
Biogas Agitators

Mammut RF3
-
The mammoth among agitators.
An agitator in the fermenter is important to ensure an optimum supply of nutrients and a homogeneous fermentation substrate throughout the fermenter.
Advantages of the fermenter agitator- Ideal for constant fill level
- Powerful, high-quality and highly efficient
- Reliable agitating performance with high dry matter content
- Gentle stirring effect
- robust & durable
- stepless & hydraulic adjustment option
- Wall and ceiling installation possible
The Mammut RF3 is particularly suitable for constant fill levels. The robust design and the infinitely variable, hydraulic adjustment of the agitator enable optimum adaptation to your fermenter substrate. The agitator is installed in the fermenter without wear-prone base or counter bearings and is uncomplicated thanks to its simple handling.The agitator is mounted on the installation bracket with a vibration bearing. The agitator blade rotates particularly slowly and gently with the same efficient operation. This enables you to achieve lower power consumption and increased longevity.

BG 500
-
Powerful support.
The Paulmichl BG 500 agitator is used to provide mechanical and powerful support in fermenters and secondary fermentation tanks. Infinitely variable and easy to operate, it is equipped with a hydraulic adjustment facility to enable optimum adaptation to the tank substrate, even with changing fill levels, in secondary fermentation tanks or gas-tight final storage tanks. The BG 500 biogas agitator is used to provide mechanical and powerful support for the homogenisation process in fermenters, mainly in the area of solids input.
Advantages of the BG 500 agitator- Ideal for use in elevated tanks
- Can be used with varying fill levels
- Durable smooth running due to robust scraper blade
- stepless & user-friendly hydraulic adjustment option
- High-quality sealing unit
- Wall and ceiling installation possible
- Powerful & low-noise transmission by means of toothed belt drive
The agitator is used for mechanical and powerful support in fermenters, mainly as an additional agitator for containers equipped with only one agitator (e.g. horizontal paddle agitator). The agitator is customised - with a standard installation plate or with a customised design for existing ceiling openings. The multi-reinforced drive unit guarantees reliable use for increased requirements.
Technical data:- Motor size: 9.0 - 18.5 kW
- Optional additional equipment with motor-gear unit
- Robust angular gearbox for deflection into horizontal thrust
- Installation with core bore Ø 700 mm
- Infinitely variable 360° swivelling range for optimum adaptation to the area of application
- stepless & user-friendly hydraulic adjustment option

Multimix
-
Multifunctional mixing.
The agitator in a secondary fermentation tank or a final storage tank has the task of mixing the contents of the tank evenly to prevent any sediment formation and to ensure a consistent consistency and temperature of the fermentation substrate.
Advantages of the Multimix agitator- Multi-reinforced agitator shaft
- Robust, stable & modular design
- Easily accessible drive elements
- High-quality sealing unit
- powerful & low-noise transmission by means of toothed belt drive
- wide range of variants (length & design)
- optional: fully automatic fill level adjustment - homogenisation with changing fill levels
The Multimix biogas agitator impresses with its multifunctional application options for tanks with changing fill levels. The Multimix is perfectly suited for pre-pits, mixing pits, hydrolysis tanks, post-digestion tanks, fermenters (also as an additional agitator) and is also suitable for use in the following applications.

Ecomix
-
Type Ecomix - agitator for powerful support
The Paulmichl agitator type Ecomix can be used in fermenters, secondary fermenters and final storage tanks and is often used as a second agitator to supplement and provide powerful support for the agitators already installed.
Advantages of the Ecomix agitator- Suitable for constant fill levels
- Multiple reinforcement of the agitator shaft with double agitator tube
- stepless & user-friendly hydraulic adjustment option
- Powerful, low-noise geared motor
- Robust & modular design
- Easily accessible drive elements
The standard vertical hydraulic adjustment device is equipped with a hydraulic cylinder, a hand pump and a control unit. Horizontal adjustment is carried out via an attached swivelling mechanism +/- 25°, which is infinitely adjustable using a threaded rod.
A further advantage of this agitator for biogas plants is its very stable and robust modular design, which guarantees very reliable operation. The use of a double sealing membrane on the tank mounting plate allows it to be used at different installation heights.

Submersible Mixer
-
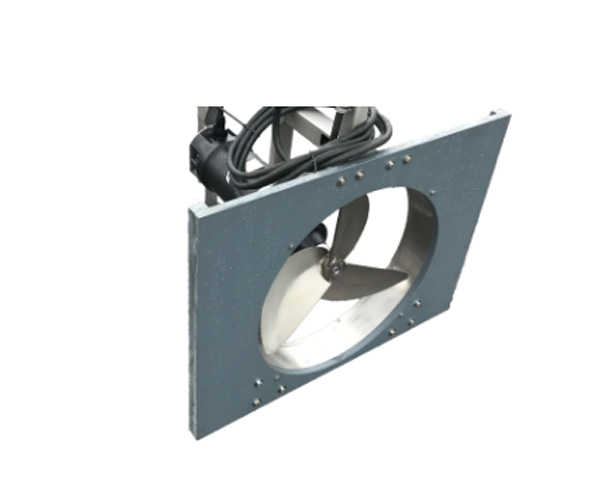
For biogas plants. Flexible use.
Agitators for biogas should be able to stir liquids with a high dry matter content effectively. Our submersible motor agitator in the biogas plant is characterised by optimum flexible adjustment options and a high agitating performance.
Advantages of the submersible motorised agitator
- For fermenters, secondary fermenters and final storage tanks
- Flexible vertical and horizontal adjustment options
- Reliable, long-lasting use due to flow-optimised design
- thermal monitoring of the agitator through built-in thermal sensors
- Increased thrust due to installation with increased wall clearance
- Reliable cable routing thanks to cable conduit
- High-quality sealing with SIC/SIC mechanical seal
- Drive unit with robust planetary gearbox
- Agitator blade diameter: 181 - 1,000 mm
- Robust plastic cable holder
- Motor sizes from 0.75 - 22 kW
- Design of the agitator blade with self-cleaning profiling
- Special motor cable with reinforced cable sheathing for double protection against damage
- Protection class IP68
Panorama Sight Glasses
-
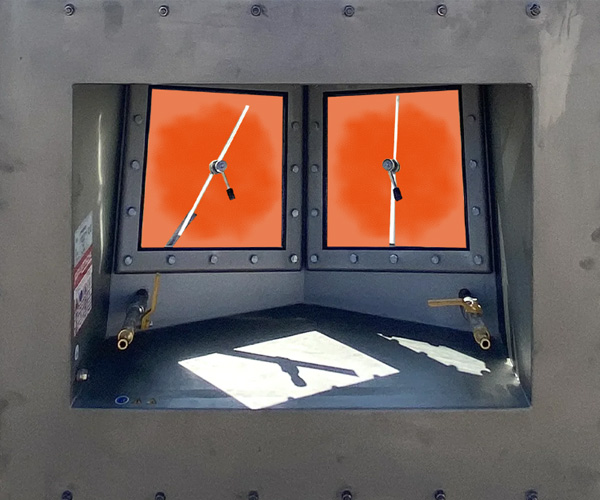
Clear insight.
Thanks to their large field of vision, the panoramic sight glasses provide a comprehensive view of the optimum conditions and positioning of the agitators throughout the tank. We design and optimise our sight glasses based on years of personal experience, which we are happy to pass on to you.
Advantages of sight glasses for biogas plants
- Optical control through enlarged field of vision
- High-quality and chemical-resistant materials ensure a long service life
- Easily accessible sealing unit
- Easy to clean (integrated washing nozzle and windscreen wiper)
- Adjustable lighting elements for a glare-free view, so that no additional sight glass is required
- Easily accessible sealing unit à simple leakage check from the outside of the containers
- safety-tested

VR Agitator
-
Vertical agitator for more power in your system
If you are looking for a reliable and powerful agitator for your biogas plant, the VR agitator is exactly what you need!
With an output of 9 to 15 kW, it ensures optimum mixing and perfect flow conditions. Thanks to its flexible design, it can be easily adapted to different tanks.
- High energy efficiency
- Flexible adaptation to different containers
- Robust design for a long service life
- Easy height adjustment thanks to manual cable winch
The VR agitator supports a stable fermentation process and ensures optimum homogenisation of the substrate, making a significant contribution to increasing the efficiency of your biogas plant.
Technical data:- Agitator blade Ø 660mm or Ø 800mm
- Available in different lengths
- Electrical power: 9-15kW
- Infinitely adjustable guide rail with manual cable winch and stainless steel cable
- Wall rail: For hanging or dowelling to the container wall

Paddle Agitator Type Goliath
-
Maximum agitating performance for large tank volumes
The Goliath paddle agitator is the powerful solution for demanding homogenisation processes in biogas plants and industrial applications. Specially designed for ceiling installation, it impresses with its robust construction and maximum efficiency.
With decades of experience in agitator technology, Paulmichl also offers the highest quality and sophisticated technology with the Goliath paddle agitator. Whether for new plants or retrofits - the Goliath agitator can be customised to the conditions of your plant.
Tip: In combination with our tried-and-tested Mammut rod agitator, you can achieve even more efficient mixing and optimum fermenter homogeneity.
Technical data:- Drive power: 22 kW
- Floor bracket in painted steel with plain bearing
- Ceiling installation
- Vertical agitator shaft with folding steel paddle
- Agitator blade diameter 4,408 mm
- Can be used in different container depths
Slurry Agitators

Submersible Mixer Slurry
-
For optimum fertilisation.
With a submersible motor agitator as a slurry agitator, the liquid is completely homogenised and an optimum fertilising effect in the field is guaranteed. Find the submersible agitator for the agricultural sector at Paulmichl.
Advantages of the submersible motorised agitator
- Optimum agitation before spreading
- Flexible height adjustment
- Reliable, long-lasting use due to flow-optimised design
- thermal monitoring of the agitator thanks to built-in thermal sensors
- Increased thrust due to installation with increased wall clearance
Technical data:- Reliable cable routing thanks to cable conduit
- Drive unit with robust planetary gearbox
- High-quality sealing with SIC/SIC mechanical seal
- Agitator blade diameter: 181 - 1,000 mm
- Robust plastic cable holder
- Motor sizes from 0.75 - 22 kW
- Design of the agitator blade with self-cleaning profiling
- Special motor cable with reinforced cable sheathing for double protection against damage
- Protection class IP68
Our slurry mixers impress with their efficiency and durability - characteristics that are essential for sustainable and economical solutions. Paulmichl mixers are synonymous with high quality and robustness. Here you will find an overview of our high-performance slurry mixers for the best mixing results.

Slurry Mixer 2
-
Difficult installation situations?
Agitator technology at its best. The P2 slurry mixer is a high-speed electric agitator with a directly connected motor. Thanks to the flexibility of the slurry mixer, there are no difficult installation situations for this model.
Our slurry mixers impress with their efficiency and durability - characteristics that are essential for sustainable and economical solutions. Paulmichl mixers are synonymous with high quality and robustness. Here you will find an overview of our high-performance slurry mixers for the best mixing results.
Advantages- manoeuvrable, fast-running & flexible
- Completely ball-bearing mounted (maintenance-free!)
- Two directions of rotation
- Agitator tube diameter: 76mm
- Motor power of 5.5 or 7.5 kW
- Sealing with shaft sealing rings, optional for stationary version: Sealing with SIC/SIC mechanical seal
- Agitator skid and motor handle are hot-dip galvanised
- Motor equipped with reversing star-delta circuit for forward and reverse, built-in motor protection switch with undervoltage release in the switch housing and a CEE appliance plug
- Standard lengths: 3,250, 3,750 and 4,250 mm
We offer this tubular frame construction in a sturdy design to suit the P2 slurry mixer: hot-dip galvanised, agitator bracket with joint and mounting clamp painted, transport wheels with pneumatic tyres and roller bearings. Various mounting systems are available for stationary use.
Ring and Slalom Agitator
-
Stationary submersible mixer
Our stationary submersible agitator for ring and slalom channels is a special type of slurry agitator. With a ring and slalom agitator, you save on construction costs thanks to the simple design and installation method.
Our slurry mixers impress with their efficiency and durability - characteristics that are essential for sustainable and economical solutions. Paulmichl mixers are synonymous with high quality and robustness. Here you will find an overview of our high-performance slurry mixers for the best mixing results.
Advantages- Increased thrust for viscous media
- High-performance agitator blades for reliable agitating operation
- Switching devices with time control
- Height adjustable at any time
Technical data:- Installation in wall slot or with stainless steel Z-mounting rails
- Installation in stable installation frame
- Standard version galvanised - optional stainless steel
- Sealing with PVC sealing plate for height adjustment of the agitator
- Agitator blades as suction and pressure blades
SEPARATORS

-
A slurry separator can be a sensible investment for farmers, helping to improve profitability and environmental protection. At Paulmichl, you will find five powerful separators with many expansion options to ensure that your new slurry separator meets the requirements of your farm.

Separator PM200
-
Mobile and flexible.
The PM200 separator is a press screw separator and the ideal entry-level model for slurry separators. The throughput capacity of the PM200 separator is up to 18m³/h and a dry matter content of up to 32% can be achieved.
Advantages- Ideal for small & medium-sized businesses
- Reliable separation operation
- Throughput capacity up to 18 m³/h
- dry matter content up to 32 %
- Screen drum sizes 0.5 - 1.0 mm
- 4.0 kW motor
- Stainless steel housing
- Simple special technical equipment
Technical data:- Screen drum sizes 0.5 - 1.0 mm
- Stainless steel housing
- 4.0 kW motor
- Flow rate up to 18 m³/h
- Ideal for medium & large companies
- Simple special technical equipment

Separator PM260
-
The entry-level model in the professional class.
Experience an entry-level model in the professional class with the PM260. Tried and tested many times over, they are the ideal solution for users with medium to high slurry volumes. The PM 260 impresses in agriculture, biogas plants and industry with an impressive 35 m³/h. throughput capacity (depending on the medium) and achieves a dry matter content of up to 32%.
Advantages- Ideal for medium & large operations
- Throughput capacity up to 35 m³/h
- dry matter content up to 32
- Gear motor 4.0 - 5.5 kW
- Robust cast housing
- Extensive special technical equipment
- Optional press screw with counter bearing and special wear protection
Technical data:- Optional press screw with counter bearing and special wear protection
- Extensive special technical equipment
- Flow rate up to 135 m³/h
- Gear motor 4.0 - 5.5 kW
- Robust cast housing
- DM content up to 32 %

Separator PM300
-
Full power.
Experience an enormous throughput capacity in slurry separation with the PM 300. With a throughput capacity of up to 65 m³/h, the PM 300 is a master of slurry separation, achieving a dry matter content of up to 32%.
Advantages- Ideal for large farms & contractors
- Throughput capacity up to 65m³/h (depending on the medium to be separated)
- TS content up to 32 %
- Gear motor 5.5 / 7.5 kW
- Robust cast housing
- Standard press screw with counter bearing and special wear protection
- Extensive special technical equipment
Technical data:- Ideal for large farms & contractors
- Flow rate up to 65m³/h (depending on the medium to be separated)
- Extensive special technical equipment
- Robust cast housing
- DM content up to 32 %
- Standard press screw with counter bearing and special wear protection
- Gear motor 5.5 / 7.5 kW

Separator PM300-X
-
Maxpower.
Experience maximum performance in manure separation with the PM 300-X. Contractors who separate on site in particular will score, convince and benefit from this high-performance separator.
With a throughput capacity of up to 90m³/h, the PM300-X is unbeatable. A dry matter content of up to 32% can be achieved.
Advantages- Ideal for contractors & large farms
- Throughput capacity up to 90m³/h (depending on the medium to be separated)
- DM content up to 32 %
- 9.5 / 11 kW geared motor
- Robust cast housing
- Standard press screw with counter bearing and special wear protection
- Extensive special technical equipment
Technical data- DM content up to 32 %
- Extensive special technical equipment
- Robust cast housing
- Gear motor 9.5 / 11 kW
- Standard press screw with counter bearing and special wear protection
- Flow rate up to 90m³/h (depending on the medium to be separated)
- Ideal for large farms & contractors

Separator DSR
-
Emission-free & gentle.
We present an innovative solution for biogas plant operators: our DSR separator with direct substrate return. This separator is designed for both wall and ceiling mounting.
AdvantagesFor biogas plant operators, our range includes a separator with direct substrate return, which can be designed for wall or ceiling mounting. By returning the solid phase directly into the tank, the fermentation residue is processed during the energy generation process and the decomposition of the incompletely fermented fibres can continue.
We also offer a complete system with ultrasonic substrate treatment to increase the biogas yield and methane content. The combination of both systems can achieve considerable substrate savings and increase the efficiency of the biogas plant.
Technical data:- Savings in fermentation residue storage volume
- Reduced agitator wear
- Substrate savings through complete utilisation
- Separator with direct substrate recirculation
- emission-free cycle
- Ideal for biogas plant operators
- Higher utilisation of the gas potential
- No ammonia losses
PUMPING TECHNOLOGY


Submersible motor pump
-
Thanks to their versatility and performance, Paulmichl submersible pumps are the preferred choice for a wide range of applications in various industries. Whether in agriculture, sewage treatment plants or industry, you can find out everything you need to know here.
Advantages- High pumping capacity: transport of media, some of which contain solids
- Stepless & simple hydraulic adjustment option
- High-quality cutting device
- trouble-free & reliable operation under the toughest conditions
- Universal installation options
- compact design
Technical data:- Delivery rate: 340m³/h
- Double suction cutting device
- Intake: 150 - 200mm
- Conveying height: 21m
- Motor sizes from 0.75 - 22 kW
- also available as a CORROSION RESISTANT VERSION
- Outlet: 80 - 150mm
- Sealing SIC/SIC
Favourite areas of application for our submersible motor pumps are
- for pumping liquid manure: preliminary pits and final storage tanks that are only partially accessible or difficult to access.
- for pumping liquid media to biogas plants
- for pumping sewage sludge in sewage treatment plants
- for pumping waste water in industrial plants
- Mobile pumps for drum filling
The 0.75 - 1.1 kW submersible motor pump is often used for condensate, pumping and soakaway sumps. This pump is characterised by its compact design with a stainless steel motor housing and stable centrifugal chamber. The pump is also optionally available in a complete stainless steel design. Even larger distances to the corresponding storage tanks are ideal for the use of this reliable pump.

Rotary lobe pump
-
Paulmichl rotary lobe pumps impress with their outstanding delivery volume, reliability and ease of servicing Compact, robust and extremely powerful - our self-priming rotary lobe pumps not only impress with their performance, but also with their space-saving design.
Rotary lobe pumps offer continuous and gentle pumping as well as precise speed-dependent metering for a wide range of media, including slurry, digestate and many more in a variety of applications. The special thing about rotary lobe pumps is that they work independently of the direction of rotation, meaning they can pump in both directions without any problems or restrictions.
Our rotary lobe pump reliably pumps biomass and slurry exactly as you need it, i.e. the pump is customised to the pumping capacity, substrate and pump line length!
Technical data:- Long service life
- Extensive range of accessories for stationary and mobile use
- Self-priming, insensitive to dry running and foreign bodies
- Comprehensive range of features and options
- Economical operation thanks to high efficiency
- Pumping in two directions
- Easy maintenance, quick on-site servicing thanks to access to the pump chamber only by removing the cover
- Robust & powerful
The conveying principle of rotary lobe pumps is based on two counter-rotating conveying elements, the so-called rotary lobes. A clever principle, as conveying can be bi-directional regardless of the direction of rotation. The rotary lobes are mounted on two synchronised shafts. The rotary movement of the lobes increases the volume of the conveying chamber on the suction side. The vacuum generated in this way sucks the medium into the rotary lobe pump and then pushes it out again on the discharge side. The rotary lobe pump therefore conveys the medium directly.

Progressing cavity pump
-
Our progressive cavity pump reliably conveys biomass and slurry exactly as you need it, i.e. the pump is customised to the pumping capacity, substrate and pump line length!
A progressive cavity pump...is a positive displacement pump that is able to convey liquids gently and at a constant flow rate. It is particularly suitable for viscous, abrasive or sensitive media and is used in a variety of applications in slurry and biogas technology as well as in industrial applications and waste water treatment. The features of the progressive cavity pump are the block design with bearing bracket, suction housing, rotor and stator. The main advantage of this pump is its high flow rate and the fact that it is easy to repair. The universally applicable pump is suitable for conveying almost all low to high viscosity media.
Technical data:- High operational reliability
- Consistent modular principle allows high flexibility, low spare parts inventory and short downtimes for repair work
- Almost pulsation-free conveying
- Joint connections of constant diameter for constant flow velocities
- Good delivery performance even with high back pressure and abrasive and fibrous additives in media
- Optional with base plate
- Optimum service life even with difficult media
- Easy to maintain due to large cleaning openings
- Wide viscosity range
- Excellent price/performance ratio
- High suction power (self-priming under certain conditions)
The EXT progressing cavity pump is suitable as an immersion pump for pumping media from tanks, pre-pits and mixing tanks. The pumped media are pumped reliably and gently with a high dry matter content. The fugator fitted as standard prevents clogging in the suction area and guarantees reliable pump operation.

Submersible cutting pump
-
Our submersible cutter pump is one of the "must-haves". It is the ideal pump in pre-pits for biogas plants and can be used for shredding and pumping liquid manure from animal husbandry, biogas fermentation residues or coarse materials in industrial waste water.
Advantages- Innovative and highly efficient cutting unit
- Modular attachment
- Quick and easy servicing
Technical data:- Combination unit for pumping and stirring
- Sturdy base frame
- Delivery rate: 2,500 - 9,000 litres/min
- Sealing SIC/SIC
- counter-rotating high-performance cutting unit
- Outlet: NW160/6" - NW200/8"
- Motor power: 2.2 - 55 kW
- Adjustable stirring nozzle
- Electric and tractor version (also in combination)
- Delivery head: up to 20m
- Intake: free-flowing
Application
- for pumping liquid manure: preliminary pits and final storage tanks that are only partially accessible or difficult to access.
- for pumping liquid media to biogas plants
- for pumping sewage sludge in sewage treatment plants
- for pumping waste water in industrial plants
- Homogenisation by means of pumping and flushing lines before pumping

Central pumping station
-
Our central pumping stations regulate tank filling levels fully automatically in biogas plants, pre-pits and collection tanks in slurry technology. For an equally individual consultation, don't hesitate to call us.
Advantages- Customised special designs made to measure
- Complete pumping systems for separators
- Stainless steel overflow pipes
- equipped with shut-off and slide valve technology
- Technical equipment for intake and pre-pits - planning, delivery
he central pumping station then distributes the media quickly and efficiently between slurry tanks or biogas plant tanks as required. Ideally, it is installed in a building that is centrally located between the tanks.
Our central pumping stations are customised special solutions - made to measure.
As an option, we can also equip your system with impurity separation and shredding technology for fibrous materials. We also integrate BioHeat heat exchangers and separation systems into the central pumping stations.

Pipeline construction for biogas plants
-
We are your experts for the planning, laying and installation of pipes for a wide range of applications. As a TÜV-certified specialist company in accordance with §19 WHG, we guarantee reliable and professional installation on site by our specially qualified specialists.#
Reliable and environmentally friendly
Pipework construction plays a key role in the efficiency and sustainability of biogas plants. Careful planning and implementation of pipework construction is crucial to ensure that biogas plants operate reliably and in an environmentally friendly manner and can make an important contribution to clean energy production. This is because biogas plants produce energy on demand and can be switched on at any time.
We offer the all-round carefree package for pipeline construction. Paulmichl is your expert when it comes to planning, laying and installing pipes. As a TÜV-certified specialist company in accordance with §19 WHG, Paulmichl pipeline construction is characterised by reliable and professional installation on site by our specially qualified specialists. Our services range from filling, extraction and gas lines to flushing and pumping lines. Customised special designs are also no problem.
Energy efficiency and sustainability are THE issues for us. In our view, high-quality and durable products are particularly sustainable.

Heat exchanger - BioHeat
-
External heating system for biogas plants.
The BioHeat from Paulmichl is designed so that it can be installed in any biogas plant - and can be retrofitted at any time. With this heating system, you'll never have a breakdown again!
The external heat exchanger is tailored to the special requirements of profitable and powerful biogas plants and ensures fast and reliable heating of the fermenter - especially in winter. This can counteract falling temperatures and prevent operational failures.
Efficient, flexible, reliable.The external heat exchanger for biogas plants ensures a constant operating temperature in your digester all year round.
- No breakdowns due to constant temperature level
- No costly and time-consuming disruptions to plant operation
The BioHeat is also a reliable component when using organic waste in biogas plants. The substrate is already fed into the hygienisation tank at a temperature of 70°C. This eliminates the need for time-consuming heating. The BioHeat heating system is available with two to 24 modules, allowing individual output adjustment. The pipe length can be adapted as required.

Mobile drum filling station
-
For fast filling.
Safe filling of liquid manure or biogas substrate at any time. The mobile drum filling station offers an efficient and flexible solution for drum filling. It is suitable for farmers, contractors and biogas plant operators. The filling process is greatly accelerated, which saves time and therefore money.
Advantages
- Flexible and fast filling
- Powerful integrated rotary lobe pump
- Can be transported with any tractor
- Rotatable and height-adjustable
Technical data- Suction and delivery pipe DN200, made of stainless steel
- Various model variants with a delivery rate of up to 8,700 l/min
- Clearance height: approx. 3.50 - 4.70m
- Lateral swivelling device (manual)
- Hydraulic or mechanical contaminant separator
If you want to transfer slurry or fermentation substrate from a slurry cellar, pre-pit, slurry channel, fermentation residue store or slurry silo into your transport tanker using a slurry pump, then our mobile tanker filling station is the ideal combination of pump and tanker filling station.
The station is mounted on a galvanised three-point hitch, allowing the filling unit to be transported quickly and easily from one location to another using any tractor. The tanker is filled from above using a filling boom, the height of which can be infinitely adjusted using a hydraulic cylinder, eliminating the need for cumbersome coupling and uncoupling of the slurry hoses.
SLURRY BIOGAS PLANTS

-
Thinking about tomorrow now.
Biogas plants have established themselves as a key solution to the challenges of renewable energy and sustainability. By utilising organic residues and biomass, clean energy can be generated, which in turn leads to a reduction in greenhouse gas emissions. Biogas is an important component of future-oriented agriculture.
Good reasons for a slurry biogas plantFor many agricultural businesses, starting up a slurry biogas plant is worthwhile in several respects.
- The construction of a slurry biogas plant can counteract market-related fluctuations in milk and raw material prices.
- Biogas plants with an installed capacity of 99 - 150 kW are among the most economically attractive and environmentally friendly investments among renewable energies in Germany.
- By operating a slurry biogas plant, a considerable reduction in climate-relevant methane emissions can be achieved, which would otherwise be produced during slurry storage.
- Our biogas plants in the builder-owner model are particularly profitable due to the fact that you can contribute to the planning and construction phase yourself, with our technically competent experts at your side.
- Our biogas plants are particularly lucrative due to the high proportion of slurry and manure as well as feed residues from animal husbandry or residual materials from agricultural operations.
Paulmichl has already planned and commissioned numerous customised slurry biogas plants. We offer you a wide range of detailed solutions for adapting the slurry biogas plant to your individual operating conditions, from concept development to planning and commissioning.
We believe that renewable energy sources are the future, which is why we put our heart and soul into the planning, project management and commissioning of turnkey, sustainable slurry biogas plants.
Our strength lies in our holistic expertise. We don't just offer individual services, but are your partner for the entire process - in every phase of slurry biogas plant construction, from the creation, planning and construction phase to commissioning and long-term support for your slurry biogas plant.
Get in touch with us and let our team advise you on a slurry biogas plant in our builder-owner model.