
- Offer Profile
- MAPAL is today the major specialist worldwide for individual machining solutions with the highest precision and cost-effectiveness. We concentrate on the complete bore machining and on demanding milling and turning operations using PCD and PcBN tools. In close co-operation with our customers, perfect results are produced from innovative first class technology, comprehensive services and unique application know-how. The basis for these results is our engineering knowledge, the high level of qualification of our employees and the leading manufacturing quality within the corporate group. Our commitment to our German sites is marked by our drive for consistent quality and perfection. In close proximity to the customer, our subsidiaries ensure with their high level of commitment that our products and our know-how are available on markets all over the world.
Innovations
-
News and product innovations
A whole range of product innovations and enhancements as well as dedicated solutions for focus topics demonstrate the innovative strength of MAPAL.

Press-to-size-Reamer
-
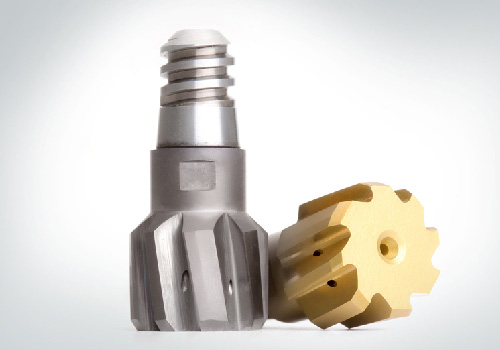
Economical reaming in cast iron and steel in large quantities
MAPAL is launching a new system of replaceable head reamers for large-scale series production. The goal of the new design was to massively reduce the costs per bore. The solid carbide replaceable heads are cost-optimised so that they are specifically adapted to individual diameters and geometries. The replaceable head system for the diameter range 10 to 25 mm consists of a robust holder, the solid carbide replaceable head and a coolant distribution element. The head can be changed by the customer's employee on site, a big plus in terms of cost-effectiveness. The replaceable head is merely exchanged and disposed of. This system does not allow the replaceable heads to be reconditioned.
By eliminating the logistics cycle, the new replaceable head system significantly improves the profitability of reaming operations in large-scale production. This effect is even reinforced by the fact that, in contrast to carbide-tipped reaming tools, the solid carbide replaceable heads can be designed with a CVD coating, with correspondingly positive effects on tool life.

FixReam range expansion
-
Through bore and blind bore with one tool
The FixReam high-performance reamer series made of solid carbide covers a wide range of applications and have already proven themselves many times in steel and cast iron machining.
MAPAL is now expanding the series to include the FixReam Short Plus with newly-developed coolant outlets. With the FixReam Short Plus users can machine both through bores and blind bores. A patented arc land chamfer ensures that the roundness and cylindrical form of the bore are improved by up to 30 percent. The cutter layout creates a smooth run with little vibration. This leads to the best surface quality. Thanks to the toolÂs universal application, only one tool is needed for through and blind bores rather than two. This means a reduction in storage costs.
In addition, the short design saves carbide resources and improves the stability of the tool.

Tritan-Drill-Reamer
-
Triple-edged drilling and reaming in one machining step
Combining several machining steps in one tool is a proven way to manufacture as economically as possible. For example, bores can be drilled and reamed simultaneously with the Drill-Reamer from MAPAL.
MAPAL has added a further cutting edge to the Drill-Reamer in order to produce fitting bores even more accurately using just one tool. With six guiding chamfers for excellent guiding properties, precision-ground chip flutes with matching flute shape for good chip removal and a self-centring chisel edge, the new Tritan-Drill-Reamer is convincing all around.
The self-centring chisel edge ensures good positioning accuracy and improved entry behaviour. Three cutting edges guarantee optimal roundness of the fit bore and highest performance. The reaming cutting edge produces best-quality surfaces.

MICRO-Drill-Steel
-
Drilling diameters from one millimetre with internal cooling
Whether in the machining of injection nozzles for vehicles or in the production of moulds for the smallest injection moulding components  machining in the micro range is used in many applications.
MAPAL has expanded its range of solid carbide drills for steel machining in order to offer the right tool for these machining operations. The new MICRO-Drill series for the diameter range from 1.0 to 2.9 mm with internal cooling allows users to drill at depths of 5xD, 8xD and 12xD. Four guiding chamfers ensure the best guiding properties. The tool experts have developed the geometry especially for the efficient and economical machining of very small bores in steel.
The flute shape with core tapering ensures ideal chip removal even with tough steel materials. Maximum performance and tool life are guaranteed thanks to a new combination of cutting materials and specially adapted micro-geometries.

New solid carbide drills
-
Range expansions for solid carbide tools
The existing portfolio must always be measured against the latest developments. This is how existing ranges are expanded, missing dimensions are added and existing tools are continuously improved.
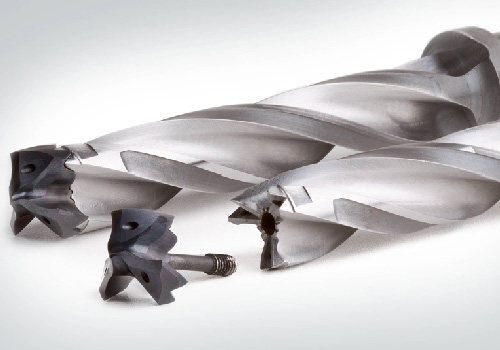
MEGA-Speed-Drill-Steel in 12xD
MAPAL now also offers the MEGA-Speed drill steel with a length of 12xD for high-speed machining when drilling. Three guiding chamfers ensure the best smooth running and process reliability. The friction between the chips and the tool is reduced thanks to the finely ground flute profile. Chip removal is quick and reliable. The main cutting edge is extremely robust and resilient due to its special convex form. The combination of these features ensures long tool life and maximum productivity.
OptiMill-Uni-Wave in 4xD
MAPAL is also expanding its milling ranges. The OptiMill-Uni-Wave cord roughing cutter is now also available with a cutter length of 4xD. The solid carbide milling cutter is the ideal tool when it comes to full slot milling in different materials. Its geometry enables the highest machining rates.
OptiMill-Uni-HPC-Plus z=2
The OptiMill-Uni-HPC-Plus with two cutting edges expands the range of the universally applicable high-performance OptiMill-Uni-HPC-Plus milling cutters. The double-edged design impresses with large chip flutes and optimised chip void geometry, thus ensuring optimum chip removal. High-performance substrate combined with a high-end coating guarantees excellent tool life.

Hydro Mill Chuck and Hydro DReaM Chuck 4,5 °
-
Hydro Mill Chuck & Hydro DReaM Chuck 4.5° receive Design Award
Both hydraulic expansion chuck series - Hydro Mill Chuck and Hydro DReaM Chuck - clearly combine the performance promise of quality and function in their new design. This is achieved through an optimal interplay of geometric and functional properties.
Function meets design  Industriedesign mit Mehrwert
The newly-developed hydraulic clamping system enables high machining parameters through excellent stability and accuracy. It minimises self-excited vibration so that clamped tools are not exposed to micro-vibration. This in turn leads to a reduced spindle load of up to 15 percent, enables a significantly longer tool life and guarantees optimal surface quality.
In addition, the brilliant surface which MAPAL creates using a specially developed polishing process ensures that the chucks are more resistant to dirt and corrosion. Users can safely clamp the tool in the holder with little force requirement. This is ensured by Âfoolproof handlingÂ, i.e. simple and self-explanatory handling of the chucks. This saves a considerable amount of time compared to other clamping mechanisms, especially with the Hydro DReaM Chuck 4.5°.

UNISET-V
-
Modular optical setting fixture in the entry-level segment
The portfolio for the digital configuration area is extended by a new setting fixture in the UNISET-V series. It paves the way for fully automated measuring sequences with high-precision camera systems and therefore provides the optimal basis for further process automation. This closes the gap between the existing products from the manual UNISET-C product line for the entry-level range and the premium models of the UNISET-V series for the fully automatic measurement of complex tools with probe and camera systems.
The setting fixture has a compact, vibration-damped design and is firmly connected to a base frame. The good accessibility and accuracy of repetition of ±2 µm allows the tools to be adjusted easily and in a way that is process-reliable. The main focus of the setting fixture is on the measuring yoke with optical measuring camera. Thanks to its linear drive, it can be automatically moved quickly, precisely and silently in horizontal and vertical directions to the desired measuring position.
Products
-
Tool and process solutions combined with comprehensive services
MAPAL has a comprehensive portfolio of products and services. As such, individually designed custom tools and high-performance standard products are used to create machining solutions that optimally address the requirements for process reliability, precision and cost-effectiveness. Supplemented by intelligent services, the customer receives a complete package for the machining process.
Reaming & Fine Boring
-
Competence Reaming and Fine Boring
Precision tools for reaming and fine boring of bores are the core competence of MAPAL. The company is continuing to write its success story related to this area that started with the "original reamer" in 1954. Thanks to decades of experiences and continuous further development and optimisation, MAPAL can offer its customers the optimum tooling solution, perfectly tailored to the complexity of the machining operation and the precision requirements.
Next to tailor-made custom solutions, MAPAL offers a broad standard programme of tools for reaming and fine boring.
Drilling, Boring, Countersinking
-
Drilling, Boring and Countersinking Comptence
Starting from the focus on the manufacture of custom tools for customer-specific machining solutions, MAPAL has developed a comprehensive standard programme for drilling, boring and countersinking.
In the area of drilling using solid carbide tools, MAPAL is one of the world's largest providers. The programme of solid carbide drills covers solutions for the reliable and cost-effective machining of almost every workpiece material and is completed by modern replaceable head systems for the highest cost-effectiveness.
Tools with ISO indexable inserts are taking a leading role in the area of boring. Building on its know-how related to fine machining, MAPAL has developed a comprehensive standard programme for this machining.
PCD drills can be optimally matched to the process for customer-specific solutions. Twisted designs ensure the highest performance and extremely reduced machining times.
MAPAL also offers the optimal solution for secondary machining operations such as countersinking  whether using the tool specifically designed for this machining or in combination with the drilling tool as a countersink step.
Standardised processes and numerous MAPAL Group sites worldwide ensure optimum tool supply and re-grinding for solid carbide and PCD tools with the same high quality.

Milling
-
Milling Competence
In the area of milling, MAPAL tool experts have developed numerous machining solutions in recent years. The focus has been on tools adapted to the related customer requirements. Along with these individual tool solutions, however, the usage of high-performance standard tools plays a major role in many applications. Therefore a comprehensive standard programme has evolved from these custom tools.
For all applications
MAPAL offers a suitable tool for every milling task, on the one hand end milling cutters with fixed cutting edges, on the other hand milling cutters with replaceable inserts. All types of machining  whether general machining operation such as groove milling, face milling, shoulder milling, for roughing and finishing, or special machining operations such as trochoidal or helix milling  are covered with innovative tool solutions.
For every material
Along with the type of machining operation, the workpiece material is the most important criterion for selecting a suitable milling cutter. Along with tools for machining steel, cast iron and aluminium, the programme from MAPAL also includes solutions for the cost-effective, reliable milling of titanium, super alloys, plastics and composite materials.

Clamping
-
The optimal clamping tool for every application
On using tools, their connection to the machine spindle, and therefore the clamping technology, plays a central role that is often undervalued.
On fine machining parts, very good results can be achieved with the highest radial run-out accuracies. The effect is very significant even on drilling or milling, as lower radial variations have a positive effect on tool lives.
Manufactured with the latest technology, the clamping technology programme from MAPAL offers the perfect solution for every application and a connection that ensures the tool has the necessary performance, radial run-out and changeover accuracy in use. From the manual HSK clamping units with the MAPAL KS clamping cartridge, through clamping tools with flange module, hydraulic and shrinking technology to adapters, the MAPAL standard programme covers a wide variety of systems and technologies. MAPAL offers a comprehensive range of standard programme also for machining with minimum quantity lubrication MQL.

Turning
-
Turning competence - Rational, exact and efficient
Building on extensive experience with the extremely hard cutting materials PcBN and PCD from the area of boring, milling and reaming, MAPAL has also obtained a profound understanding of the turning process. A clear focus is on hard turning.
The range from MAPAL includes special tool solutions for scroll-free turning for complete machining of sealing faces, bearing surfaces and bearing seats on the lathe. This saves time-consuming re-clamping of the workpieces on grinding machines. To utilise optimally costly PcBN round inserts, MAPAL has developed a system with indexable round inserts that makes simply defined rotation of the insert in the machine possible. In this way the insert can be utilised optimally. Maximum stability during hard grooving with PcBN is ensured by the grooving system VersaCut. It offers the optimal prerequisites for the special requirements of hard machining.
Today MAPAL offers a broad selection of PCD and PcBN-tipped indexable inserts for hard turning with an extensive selection of cutting materials and cutting edge design. In addition, the MAPAL portfolio includes a broad HSK-T program with turning holders for the connections HSK-T40, 63 and 100. A complete machine-specific range of conversion systems makes it possible to integrate the advantages of the HSK-T connection also in an existing environment.
Actuating
-
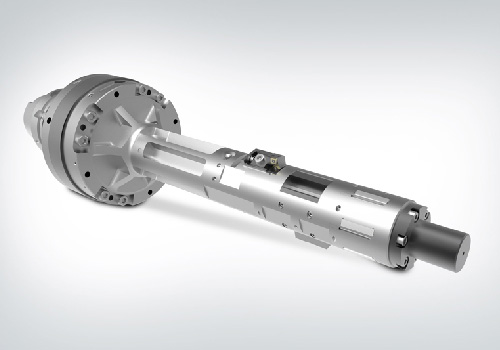
Competence actuating
Actuating tools stand for maximum rationalisation and optimisation potential in machining. Whether for special machines or for complete machining on flexible machining centres  if the issue is to machine complex contours, non-cylindrical bores, face surfaces or recesses on cubic parts, MAPAL offers the optimal tool.
The product range includes
- mechanical actuating tools, which on the machine side are driven by drawbars/push rods or U axis systems;
- NC-controlled tools, e.g. the particularly flexible mechatronic tool system TOOLTRONIC, for machines without an additional feed unit.
The MAPAL engineering team prepares the optimal solution for a machining task in close collaboration with the customer. Complex, exactly calibrated mechanisms and the numerous different parts inside an actuating tool require the highest accuracy and care during every production step. Therefore actuating tools are always assembled manually at MAPAL. Complex actuating tools are next comprehensively tested under extreme loads and real application conditions. This allows the MAPAL machining specialist to commission the tools as quickly and efficiently as possible at the customer.

Setting, Measuring, Dispensing
-
Holistic solutions for efficient tool logistics
In modern production there are components such as setting fixtures and storage systems for the technical and logistical processing of tools. The crucial factor for efficiency is an appropriate data structure in conjunction with devices that are reliable and intuitive to operate. Holistic solutions are available here with the products and services from MAPAL.
All the essential elements for the setting and logistic area are available for planning the setting room and equipping it with tool management software and hardware components related to setting, measuring and dispensing. These can also form the basis for the implementation of tool management.

Services
-
Tailored to the customers' manufacturing needs: Services from MAPAL
In the metal-machining industry, the focus is on process costs. Anybody who wants to control them must understand all processes. Here it is good if businesses can rely on a technology partner who offers comprehensive support from planning to the series production process. With its focus on the manufacture of custom tools, MAPAL has always focussed on holistic advice and support for machining tasks and processes.
Specifically tailored services offer fundamental support in all phases and all areas of production:
- Setting up a new production facility;
- Process optimisation;
- Introduction of new technologies;
- Re-tooling existing machines for new parts;
- Optimising tool inventory;
- Expanding the know-how of the employees.