ISCAR

Videos
Loading the player ...
- Offer Profile
- Now in its 40th year in the U.K., ISCAR has successfully developed a major presence in the metalworking industry by helping customers to improve their productivity through the application of our innovative leading edge technologies and unique cutting tools.
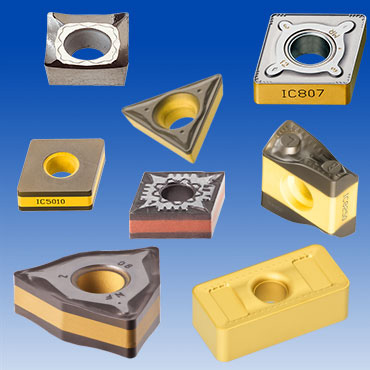
Product Portfolio
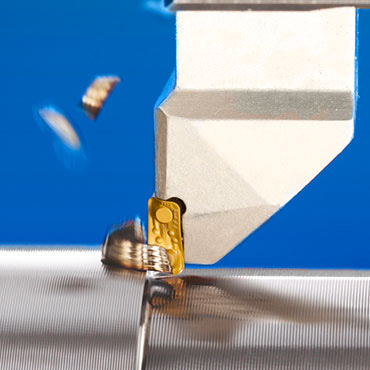
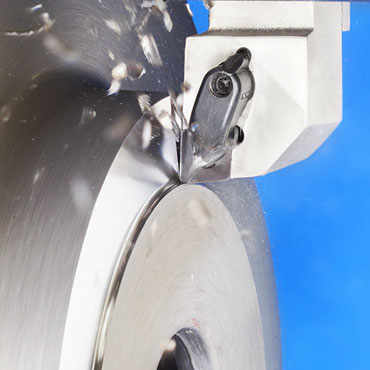
Parting & Grooving

Parting

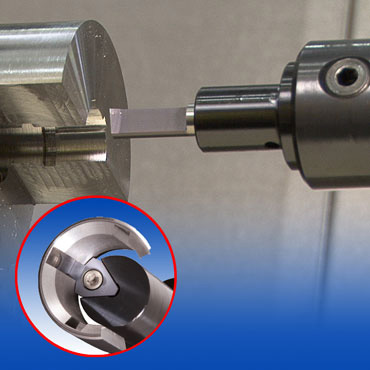
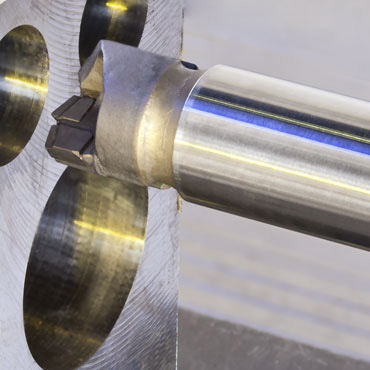
MULTI-F-GRIP HOLDER
- Parting System Designed for Increased Productivity
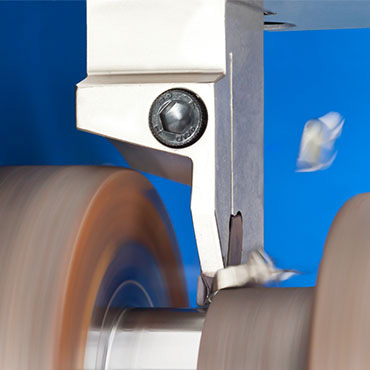
The revolutionary LOGIQFGRIP parting system was designed to achieve extra stability and high productivity in parting and grooving operations. The highly engineered LOGIQFGRIP is an assembled tool block that comprises a unique durable holder and a high-stiffness quad blade with pockets for mounting inserts.
Features:- Outstanding stability enables vibration-free grooving and parting - especially when parting large diameter workpieces.
- Significantly improves roughness and straightness for material reduction and prolonged insert life.
- High-vibration resistance enables cutting width reduction.
- User-friendly and easy-to-operate system.
- The quad blade design saves setup time after pocket replacement.
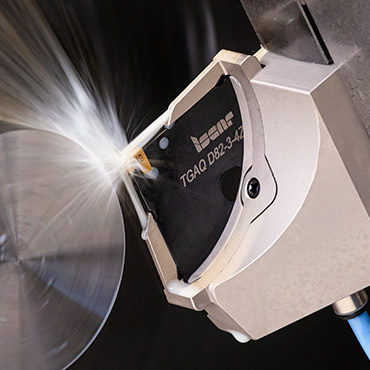
JET-CROWN
- Significantly improves insert tool life
A highly advanced parting system for square TANG-GRIP (TGAQ ) adapters that fit onto a unique crown clamping mechanism with a single screw for fast clamping and indexing.
Features:- Two coolant through tools with top and bottom outlets for output pressure of up to 340 bars.
Significantly improves insert tool life. - Quick, change fast and easy adapter indexing. User-friendly with a single clamping screw.
- No set-up time after blade or pocket indexing.
- Can be used next to the spindle or next to a shoulder as the square adapter and tool shank align with no protrusions.
- Economical adapters with 4 pockets for TANG-GRIP 2,3- and 4-mm width inserts.
- Suitable for all TANG-GRIP inserts including high feed inserts. Designed for higher productivity.
- Extremely stable system improves surface quality and part straightness.
- Several adapters can be clamped on one tool block.
Requires a separate crown for each insert width. (Crown to be ordered separately.) - Available for parting up to an 82 mm bar diameter.
- Two coolant through tools with top and bottom outlets for output pressure of up to 340 bars.

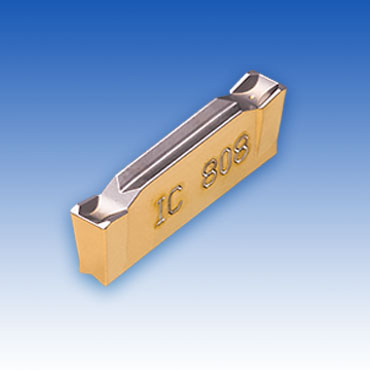
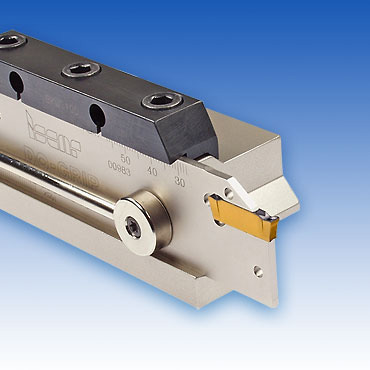
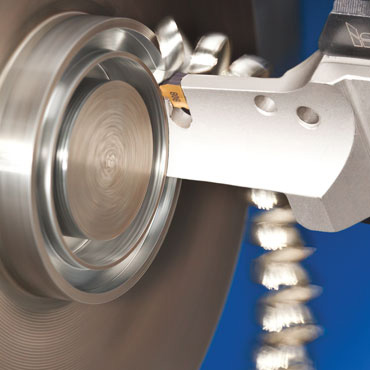
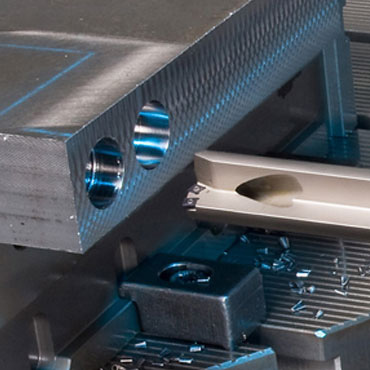
LogIQ_5_GripTANG-5-GRIP
- 5 Pockets
ISCAR introduces the world’s narrowest 0.8mm insert for parting and grooving, combined with an innovative and economical 5 pocket blade featuring extended tool life. The interchangeable blade is assembled on a toolholder which indexes SLIMGRIP inserts. The blade features high stability and repeatability, and the narrow chipformer on the inserts allows free chip evacuation. A new family of tools and economical 5 pocket adapters for existing TANG-GRIP inserts in sizes of 2 and 3mm. These new adapters will allow parting applications of bar diameters up to Ø45mm.
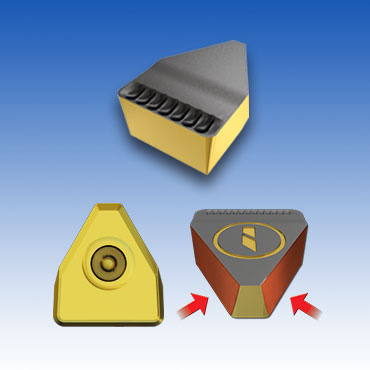
TANG5GRIP Features:- Economical adapters with 5 pockets for TANG-GRIP inserts
- Up to 45mm bar diameter - TANG-GRIP insert 2-3 mm width
- Up to 22mm bar diameter - TANG-GRIP insert 0.8-1.6 mm width
- No setup time after pocket replacement
- Unique product, door opener for parting applications
- The back of the adapters is designed with “V” shape geometry (wedge effect) to ensure maximum clamping forces and tool stability
- Several adapters can be clamped on one holder
- High pressure coolant. The tools and adapters are designed for JET-CUT cooling up to 340 Bar

TANG-GRIP IQ
-
Additional Pocket Advantages
ISCAR has upgraded the 3 mm and 4 mm TGSU blades and integral shank tools, by doubling their number of insert pockets.
The new blades feature the same general dimensions as the current, with the addition of two extra pockets. The new tools offer an additional pocket. This provides the advantage of half the price per pocket when compared with the current tools and blades.
Economic advantages of the TGSU 4-pocket blades and 2-pocket tools include:- High rigidity - capable of bearing heavy tooth load (high feed)
- No chip obstruction under any possible machining conditions
- Free chip flow provides excellent surface finish
- Excellent surface straightness due to high blade rigidity
- Can be used for deep grooving and parting applications (the 35 mm high blades are 30 mm longer than any other standard blade)
- Unique design
- Most economical price per pocket

PENTA IQ GRIP
- Deeper Grooving
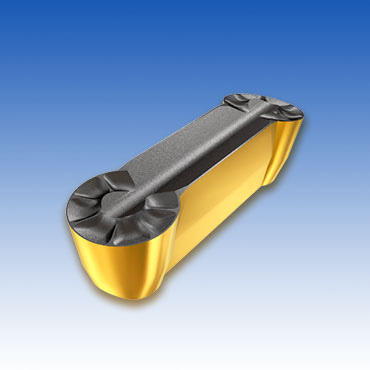
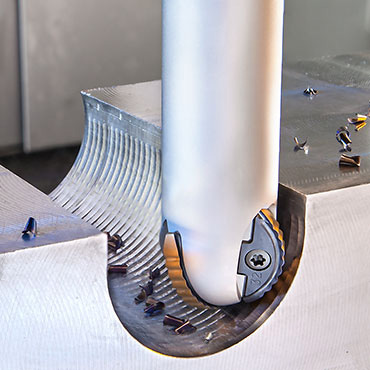
ISCAR is introducing the PENTAIQGRIP line for parting and grooving operations with a 5-edged insert for much deeper grooving and parting applications, compared with currently available pentagonal inserts.
PENTAIQGRIP has an innovative dovetail clamping structure that ensures a face contact of the insert, which means that the insert is very rigid in the pocket and therefore capable of recessing and holding side forces.
All these characteristics ensure excellent straightness and surface finish for parting applications.
A new user-friendly clamping mechanism enables easy and quick cutting edge and insert indexing. Three insert sizes are available for parting 22, 32 and 40 mm diameters.
DO-GRIP
-
Blocks and Double-ended Adapters
In addition to highly efficient parting inserts in single and double-ended conventional configurations, ISCAR offers a unique double-ended twisted geometry for unlimited depth of penetration. The DO-GRIP ranges also include the largest choice of parting widths available in today's market, covering all applications. ISCAR offers a wide variety of chipformers and the most advanced grades to ensure unbeatable performance and extended tool life.

TANG-GRIP
-
Improved Clamping Method
ISCAR's single-ended insert for parting, with an improved clamping method.
TAG Insert Features- Very rigid clamping in a tangentially oriented pocket.
- Enables machining at very high feed rates and provides excellent straightness and surface finish.
- Recommended for parting large diameter parts and for interrupted cuts.
- Offers a free, unobstructed chip flow, as there is no upper jaw like in other clamping systems (very important in deep grooving and parting applications).
- The combination of tangential clamping and free chip flow results in improved tool and pocket life.
- Provides a solution to the problem of inserts being pulled out during retraction.

PENTA-CUT
- 5 Cutting Edge Insert for Economical Grooving, Parting and Recessing
ISCAR’s 5 cutting edge PENTACUT 24 and 34 inserts are designed for multifunction applications including grooving, parting, recessing and chamfering.
This cost effective insert is designed to perform grooving operations and parting off solid bars up to 20 mm in diameter. Each cutting edge on the pentagonal shaped insert is equipped with a unique J and C-type chipformer to achieve excellent chip control in grooving, parting and recessing (light side turning) applications.
PENTACUT also has the ability to perform threading applications. Full profile inserts are available in the following thread standards: ISO, UN, Whitworth, BSPT and NPT. Partial profile inserts are available in 600 (MT) and 550 (WT) profiles.
The insert is tangentially mounted on a side of the holder, positioned against two peripheral contact surfaces to ensure accuracy of center height. Clamping of the insert is by a side torx screw. The torx screw can be activated from either side of the holder to enable insert indexing (rotation) without having to remove the holder from the machine turret. The short head of the holder ensures minimal overhang and high stability. The PENTACUT tools can be mounted on any type of lathe.
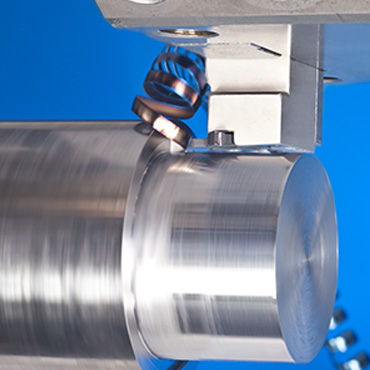
JET-CUT
-
A New Parting Insert with Direct Jet Cooling
ISCAR has upgraded the DO-GRIP parting insert.
The insert features a coolant hole that passes through the insert, with an outlet near the cutting edge. The DGNC inserts have been designed for parting and grooving on stainless steel and high temperature alloys.
When machining stainless steel or high temperature alloys, the temperature near the cutting edge becomes very high.
These materials tend to adhere to the cutting edge, causing built-up edge. This phenomenon can be reduced or even eliminated, by efficient cooling of the cutting edge.
In grooving and parting applications, there is a problem that the chip prevents the coolant from reaching the cutting edge.
The DGNC inserts represent an ideal solution, as they have a coolant hole through the insert with an outlet near the cutting edge.
The coolant reaches the cutting edge and the insert body is internally cooled.

SELF-GRIP
-
For Deep Grooving and Large Diameters
F-type- Single-ended insert
- For deep grooving and large diameters
- With a stopper for high radial accuracy
- Single-ended insert
- The original SELF-GRIP design

JET-HP-LINE
-
High Pressure Coolant with Parting Tools
In grooving and parting operations, applying high pressure coolant provides excellent chip breaking results on all materials.
On exotic alloys such as Inconel and titanium, it is usually impossible to break the chips with standard external coolant pressure. Applying high coolant pressure resolves this issue successfully.
On some alloyed and stainless steel, especially when low feeds are applied, high pressure coolant may solve chip breaking problems.
High pressure coolant reduces or even eliminates built-up edge phenomenon, especially when machining stainless steel and high temperature alloys.

CHIPFORMERS
- For Various Workpiece MaterialsMain Chipformers for Steel Parting and Grooving (ISO P)
- C-Type
- W-Type
- JT-Type
- J-Type
- Z-Type
- UA/UT-Type
- P-Type
Groove Turn
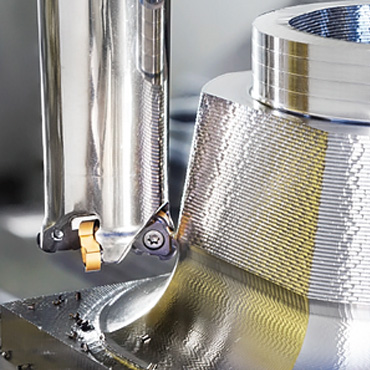
DOVE IQ GRIP
- Heavy Duty
Grooving System
New line for deep heavy grooving with a unique frontal locking mechanism.
Features- Very rigid dovetail clamping
- User-friendly locking mechanism with frontal access, just a half-turn to clamp / unclamp the insert
- No need to fully extract the screw (means no falling parts)
- Unobstructed chip flow - no upper jaw or screw cavity
- Wide variety of standard sizes in the range of 10 to 20 mm
- The new blades carry a cartridge system that provides additional security for the blades
Groove Turn - General Information
- Multifunction Turning Tools
The GROOVE-TURN tools are multifunction turning tools, able to operate in a sequence of grooving and turning modes. Moving from turning to grooving requires consideration of the basic GRIP principle, thereby eliminating the possibility of insert breakage. In this situation one must release the side deflection which is necessary in turning, but not recommended in grooving.

CUT-GRIP
-
Insert Variety
The CUT-GRIP family has more variety than any other Groove-Turn product family in the market.
In addition to the large variety of general use precision ground and utility inserts, there is a huge variety of inserts for specific applications and materials.
HELI-GRIP
- 1 Insert 8 Different Applications
Due to the twisted concept, HELI-GRIP inserts are the only double-ended inserts in the market that can groove deeper than the inserts’ length.
(see video)
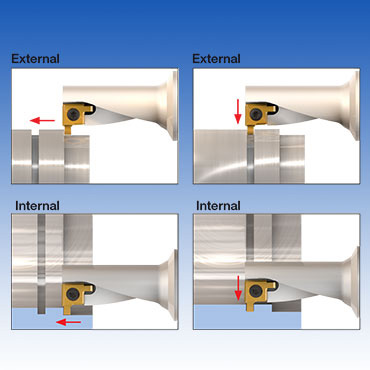
Only 1 insert – 8 different applications:- External and internal grooving and turning
- Face grooving and turning
- Parting off

SUMO-GRIP-HEVY-DUTY
- Heavy Duty Groove- Turn Applications
ISCAR's single-ended insert for heavy grooving and turning applications is based on the very successful TANG-GRIP family.
Features- Tangentially oriented pocket creates a very rigid and secure clamping.
- Very strong insert design enables machining at very high feed rates of up to 1.0 mm/rev.
- Free, unobstructed chip flow, since there is no upper jaw as in the other clamping systems.
- Recommended for machining large diameter parts and heavy interrupted cuts
The TAGB inserts are available in widths of 6-14 mm, full radius and straight frontal edge with 0.8 mm corner radii. They are available in the most advanced SUMO-TEC grades IC808 and IC8250.

PENTACUT
- 5 Cutting Edge Insert for Economical Grooving, Parting and Recessing
ISCAR’s 5 cutting edge PENTACUT 24 and 34 inserts are designed for multifunction applications including grooving, parting, recessing and chamfering.
This cost effective insert is designed to perform grooving operations and parting off solid bars up to 20 mm in diameter. Each cutting edge on the pentagonal shaped insert is equipped with a unique J and C-type chipformer to achieve excellent chip control in grooving, parting and recessing (light side turning) applications.
PENTACUT also has the ability to perform threading applications. Full profile inserts are available in the following thread standards: ISO, UN, Whitworth, BSPT and NPT. Partial profile inserts are available in 600 (MT) and 550 (WT) profiles.

PENTA-CUT-24
- Variety of Chipformers
Following the successful market penetration of the PENTA 24 inserts, ISCAR is expanding the line by adding the following:- A C-type chipformer for higher feeds and tougher applications. It should be considered as the first choice for grooving and parting of hard materials and tough applications. The C-type chipformer features a positive rake, negative land and shoulders that provide extra cuttingedge strength.
- The PENTA 24-C inserts are available in straight and full radii configurations for grooving and parting applications and in slanted frontal edge (right- and left-hand) for parting applications, when a reduced center burr size is required.
- New wider inserts to the PENTA 24N-J family (up to 4.23 mm).
- New IC30N cermet grade inserts to the PENTA 24N-PF/P family. Grade IC30N can be applied on a wide variety of materials. It can run at high cutting speeds, providing high surface finish and price advantage.
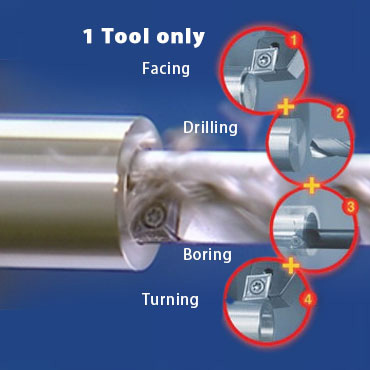
MULTIFUNCTION TOOLS
- Expanded for Internal Grooving
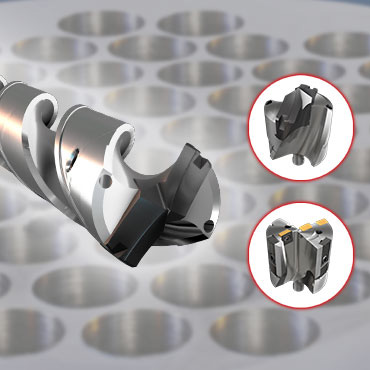
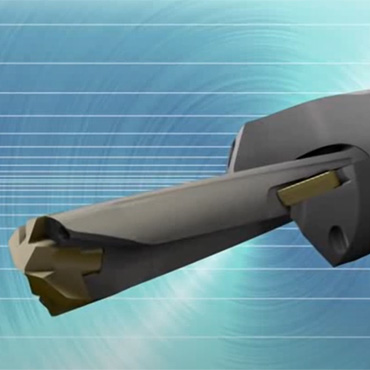
ISCAR’s very popular multifunction DR-MF tools family is being upgraded by new DRG-MF tools which can carry the XCMT-MF inserts and also a new insert type, XCMT-MG, designed for internal grooving.
The new tools and inserts extend the application range of the current DR-MF tools by adding a grooving capability to drilling, internal turning/boring, external turning, and face turning applications. The new DRG-MF tools differ from the current DRMF tools by a new pocket design, which features a rear groove intended to accommodate the second cutting edge.
The new XCMT-MG inserts with two cutting edges are made from grade IC808G, which is a submicron substrate TiAlN multilayer coating. This coating provides a high degree of reliability for cutting operations and a most competitive long edge life.
The new grooving inserts can be used only on righthand tools.
The new tools further enhance the reduction of customer inventory costs.

Whisperline Anti vibration
- Anti-vibration Blades
ISCAR anti-vibration blades are designed to eliminate vibrations in deep grooving applications. WHISPERLINE blades are designed for deep grooving and parting operations.
The damping unit is located under the insert pocket and consists of two plates situated in a rhombic frame, connected by a screw that pushes the plates against the walls through an O-ring.

Camfix
- ISCAR is adding a complete range of CAMFIX holders suitable for internal CUT-GRIP adapters
ISCAR is expanding its range of solutions for internal groove-turn applications and adding new holders for internal CUT-GRIP adapters and blades with CAMFIX shanks.
The standard line will include holders with CAMFIX shank sizes C3, C4, C5 & C6.
Left hand holders – upon request
SWISS-CUT
- Cam fix Modular holder
Tool Features:- The insert can be clamped from the back and the front end of the tool, providing inventory savings related to tools
- The insert can be extracted from the front end of the tool if the sides are blocked
- Features compact tool design which enables passing through the envelope of a Swiss machine magazine
- The second cutting edge of the insert can be used if the first cutting edge is broken

CUT-GRIP
- Extra Long
Overview
Following the development of new anti-vibration boring bars, round boring bars and CAMFIX holders with serrated type connections, ISCAR is expanding its range of solutions for groove-turn applications by adding suitable interchangeable heads.
Main Features- Interchangeable heads for Ø32 and 40 mm serrated type connection suitable for GIPI/GINI/GIFI/TIPI type inserts.
- Interchangeable heads for Ø16, 20 and 25 mm serrated type connection suitable for GEPI/GEMI type inserts.
- Interchangeable heads for Ø32 and 40 mm serrated type connection suitable for clamping internal single ended blades.
- All heads feature internal coolant system.
CUT-GRIP
- A line of tools and inserts for broaching keyway grooves by using lathe / milling machines
ISCAR had developed a line of products for broaching applications. ISCAR’s broaching tools were designed for lathes and have many advantages, when compared to the process of typical dedicated broaching machines.
Advantages of Broaching on Lathe / Milling Machine- Full machining process in a single clamping – In order to machine a complete part that includes a broaching operation, several clamping processes are needed. ISCAR’s broaching line enables machining of the whole part in one single clamping process and saves precious lead time.
- High accuracy – The use of a CNC lathe provides higher accuracy in comparison to the typical dedicated broaching machine.
- Better surface finish - The CNC machine’s high stability results in better surface finish received on the parts.
- Machining small batches – The ability to use a lathe machine eliminates dependency on subcontractors or on other machines, which is a significant advantage for small batches.
Face Grooving
- ISCAR offers a precision tooling range for face grooving and turning, with a wide variety of families including HELIFACE, CUT-GRIP, PENTACUT, MINCUT and PICCO.
The TANG-GRIP line of tangentially clamped single-ended inserts for face grooving includes single- and double-ended blades and inserts in 3 and 4 mm widths, in the most advanced IC808 SUMO TEC grade.
HELIFACE is a versatile screw-clamped insert system that provides a complete solution for face grooving and face turning.
HELIFACE chipformers are designed for optimal chip evacuation in face grooving, resulting in improved, trouble-free performance. Four types of adapters can be mounted on the same toolholder. External and internal face grooving and turning are possible with no limitation to widening the grooves after the initial pass. HELIFACE inserts feature twisted double-ended geometries for depth penetration greater than the insert length. 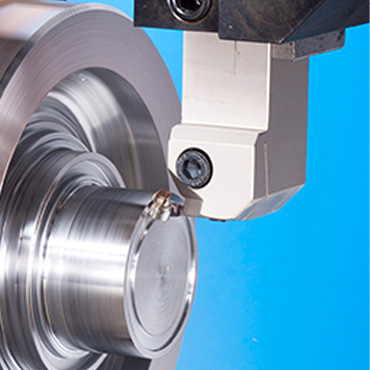
HELI-FACE
- HELIFACE is a versatile screw-clamped insert system that provides a complete solution for face grooving and face turning. The HELIFACE chipformers are designed for optimal chip evacuation in face grooving, resulting in improved, trouble-free performance. Four types of adapters can be mounted on the same toolholder. External and internal face grooving and turning are possible with no limitation to widening the grooves after the initial pass. HELIFACE inserts feature twisted double-ended geometries for depth penetration greater than the length of the insert.

CUT-GRIP
- The CUT-GRIP family has more variety than any other groove-turn product family in the market.
In addition to the large selection of general use precision ground and utility inserts, there is a wide range of face grooving applications and materials.
TANG-FACE
- System Features
- Very rigid clamping in a tangentially oriented pocket
- Designed for face grooving in 25 to 500 mm penetration diameter range
- Enables machining at very high feed rates and interrupted cuts, providing excellent surface finish
- Offers a free, unobstructed chip flow, since there is no upper jaw as in the other clamping systems (very important in deep grooving applications)
- The combination of tangential clamping and free chip flow results in very high reliability, improved tool and pocket life
- Provides a solution to the problem of inserts being pulled out during retraction
- The same insert can be used for both right- and left-hand tools
- The combination of the C-type chipformer and the SUMO TEC grade IC808 provides excellent performance on a wide range of materials and cutting conditions
- The new tools are equipped with a user-friendly clamping and extraction device
PENTA-CUT
- The PENTACUT 34F& 34FR/L..S 5 cutting edge insert is designed for face grooving and face turning applications.
This cost-effective insert is pentagonal shaped and is equipped with a unique C-type chipformer that provides excellent chip control in face grooving and face turning applications.
The insert is tangentially mounted on the side of the holder, and is positioned against two peripheral contact surfaces to ensure center height accuracy . The insert is clamped by means of a side torx screw. The torx screw can be activated from either side of the holder to enable insert indexing (rotation) without having to remove the holder from the machine turret. The short head of the holder ensures minimal overhang and high stability. The PENTACUT tools can be mounted on any type of lathe.
PICCO-FACE
- The growing demand for high accuracy and increased flexibility in clamping orientation inspired ISCAR to develop an advanced new range of PICCO insert holders. The innovative PICCOACE series features a unique patented clamping system that sets new standards in three highly important areas - accuracy, rigidity and flexibility of clamping orientation.
PICCOACE’s fast action and very secure clamping system increases machining efficiency by saving time when replacing an insert; it ensures rapid indexing and guarantees extremely high clamping repeatability of 0.005 mm.
The wide variety of Swiss-type machines currently available has increased the demand for multi-orientated clamping. Most of the existing available tools provide a single clamping orientation. In contrast, ISCAR’s PICCOACE offers a high-quality, universal solution that is suitable for all Swiss-type machines, enabling operators to install and remove an insert from any desired direction.

MIN-CUT
- The MINCUT line represents the largest variety of small diameter holders and inserts. The MINCUT 8 / 10 & 15 insert line can cover minimum diameters from 8 mm up to 60 mm and, in some cases, with no diameter limit. ISCAR has recently introduced a new family of MINCUT inserts for external face grooving and turning next to long shafts.
The MEFL 8… inserts are available in 1.5 to 2.2 mm widths with square and round edges for the diameter range of 8 to 20 mm and up to 5.5 mm grooving depth.
The MEFL 8… inserts are screw-clamped into the long pocket of the standard MIFHR 8... bars, with very rigid clamping, resulting in prolonged tool life and enabling high machining parameters
Turning
ISO Turning Tools
- ISO standard tools perform most of the metalworking industry's machining. The applications range from finishing to roughing. As a full-line supplier of metalworking tools, ISCAR provides a full ISO range of quality tools. All standard geometries are supplied, including the most popular trigon shape. These semi-triangular turning inserts are used for axial and face turning and feature three 80° corner cutting edges on each side of the insert. They replace the rhombic inserts that had only two cutting edges, thus saving production time and cost while maximizing insert life. ISCAR offers a variety of unique chipformers and grade combinations that provide solutions to most of modern industry's machining needs. ISCAR's ISO turning line provides a complete solution for all types of applications and materials, with innovative insert geometries combined with the world's leading carbide grades designed to meet high customer demands for tool life and productivity.

LOGIQ-F-TURN
- 4 Positive Cutting Edges
ISCAR doubles the cutting edges on positive rake inserts intended for general turning applications. This economical solution for 80 degree turning provides double-sided robust and positive 4 cutting-edged inserts that easily replace the positive 2 cutting edged inserts. Their dovetail shape fits into a unique pocket design, assuring better insert positioning and stability to guarantee longer insert tool life. The holders can be ordered with or without through-tool coolant channels.

DOVE IQ TURN
- FEEDTURN
ISCAR is introducing the PWXOL 3232P-10-TF-IQ lever lock 18.5° lead angle toolholders, for fast feed, up to 3 mm/rev and small, up to 2.8 mm D.O.C. longitudinal turning. The new tools carry WOMG 100716-T3P-IQ double-sided 10° negative flank trigon inserts, for high feed turning of steel.
Due to their ability to run at extremely high feeds, the new tools are used to reduce machining time and costs.
DOVE IQ TURN
- Innovative Clamping System
Rough turning is characterized by high D.O.C. (4-10 mm) and high feed rates (0.4-1.0 mm/rev).
Usually large single-sided inserts are used on top-clamp toolholders to withstand interrupted cut and high machining load. The current method of using single-sided inserts and top-clamp holders has the disadvantages of a small amount of cutting edges and interrupted chip flow due to the obstruction of the top clamp.
ISOTURN
- Swiss-Type External Tools
PWLNL …X-04S and PDJNR/L … S lever-lock tools are available in square-shanks. The clamping system enables indexing the insert by using the key from either free side of the tool without removing it from the machine, thus reducing machine idle time. The new tools were designed for Swiss-type automatics and small CNC machines that are widely used in medical, aerospace, automotive, electronics and general metalworking – and for machining complex, precision parts with a length to diameter ratio that is subject to deflection in the turning process.
FLASH-TURN
- Economical and Small
In many turning applications people tend to use larger inserts than are actually required for the machining parameters being applied, Therefore, ISCAR is introducing a wide range of ISOTURN small size inserts, which provide an economical advantage regarding cost per cutting edge.
The new inserts are available in a wide range of geometries, corner radii, chipformers and the most advanced carbide grades. They are available in WNMG, CNMG, SNMG, DNMG and TNMG geometries. These inserts are thicker than the standard inserts of the same sizes, which provides higher durability.
- YNMG - Small Size Inserts
ISCAR has added a new geometry to its line of small economical inserts: YNMG 1604… This insert fits into the VNMG 1604… insert's standard pocket. The YNMG 1604… insert features a 25º corner angle. It was designed for turning of very narrow V-shaped grooves which cannot be machined by the standard 35º inserts.

T-LOCK
- Highly Rigid Profiling Tools for Accurate Contours
ISCAR is introducing the SDNCN 2525M-13-SL screw lock toolholder for 55° diamond inserts with a 7° clearance angle. A long groove on the pocket and a matching ridge at the insert bottom ensure high rigidity in profiling applications.
The new design ensures high edge location after indexing and no backlash when changing machining direction, as required in profiling applications.
ISO-TURN
- R3P Chipbreaker for Rough Machining
- Single-sided insert chipbreaker for rough machining of steel
- Reinforced cutting edge
- Positive rake angle for smooth cutting and reduced cutting forces
HEAVY-SUPER-DUTY
- For Heavy Industry
ISCAR is introducing the PLBOR/L 5050T-40 tools and LOMX 402224-H6P insert for very heavy turning applications.
The new tangentially clamped insert is made from the tough grade IC8250. It can machine at up to 35 mm depth of cut and up to 2 mm/rev feed. The insert is clamped on a very rigid lever lock pocket equipped with a protective seat.
The new tools were designed for use in heavy industry applications such as the power generation, marine and large automotive parts.

COMBI-D-LOCK
- Top Lever
ISCAR is introducing an upgraded lever lock to improve the clamping rigidity of the popular and user-friendly insert clamping system.
The new design actually combines the advantages of the current lever with the extra clamping rigidity of the top clamp method.
The current lever pushes the insert against the pocket, perpendicularly to the cutting force. This method sometimes fails during interrupted cut or heavy load applications, which causes the rear side of the insert to rise.
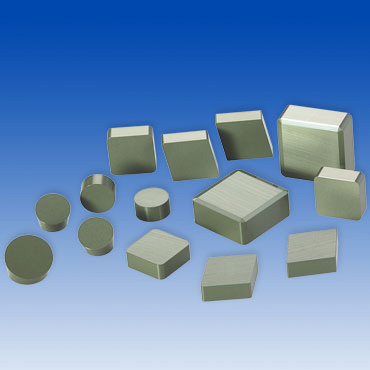
ISCAR-CBN-LINE
- CBN
Machining Hard Materials is Now Easy with ISCAR's CBN Grades
ISO-TURN
-
Insert for aluminium machining
- VCGT-AS
- CCGT-AS
- SCGT-AS
- TCGT-AS
- DCGT-AS
- RCGT-AS
- TNMS-12
- DNMS-12
- CNMS-12
- VNMS-12

SUMO-TURN
- Expanding Line of ISO Standard Turning Tools
New rough turning tools and inserts have been added:- 80° rhombic inserts in 16, 19 and 25 mm cutting edge sizes and square inserts in 15, 19 and 25 mm cutting edge sizes.
The new inserts are available in single- and double-sided configurations.
They are made from ISCAR’s most advanced SUMO TEC PVD and CVD grades. - Two geometries, CNMG 190612-MR and CNMM 190616-MH in IC807 grade, were designed especially for machining stainless steel and high temperature alloys.
These are initial items and there will be more in the near future. - Two RCMX 25 and 32 mm round inserts, used mainly for railway wheel machining.
- 80° rhombic inserts in 16, 19 and 25 mm cutting edge sizes and square inserts in 15, 19 and 25 mm cutting edge sizes.
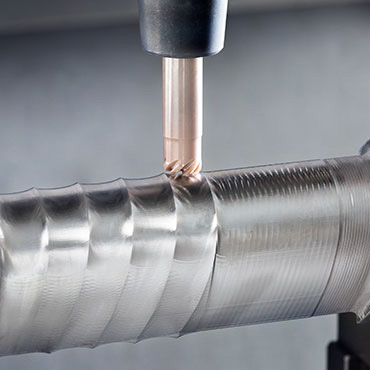
HELI-TURN-TG
- Fast Metal Removal (FMR) is essential especially in roughing applications where high removal rates are desired.
The HELITURN holder with its tangentially clamped insert and the unique helical shaped cutting edges provide an exceptional solution, enabling the use of very large depths of cut and high feeds.
The HELITURN SLANR/L-…TANG toolholder uses a unique tangentially clamped insert, LNMX 2210..R/L-HT. The double-sided insert, with its narrow curved rake face, is clamped into the toolholder on a corresponding seat using a conical head screw.
This design protects the toolholder from overload and insert damage.
The upper rake face of the insert is mounted at the same level as the holder body, thereby enabling the chips to flow without being disturbed by the tool body or any other element.
Depth of Cut up to 15 mm!
IS6 - New SiAlON ceramic garde
- The IS6 grade was developed in order to increase productivity in cast iron turning, as a complementary grade to the IS8 and IS80. IS6 can be used also for high productivity in rough turning of steel mill rolls composed of high-Cr steel, HSS (High Speed Steel) and adamite. The SiAlON material is characterized by high hardness, combined with moderate fracture toughness and excellent thermal resistance. These characteristics are achieved by a manufacturing technology of precisely-controlled alloy composition and a special sintering process that enables the IS6 grade to function at higher cutting speeds than the SiN-based ceramic grades.
IW7 - New Whisker Ceramic Grade
- The new IW7 grade is suitable for turning Ni-based super alloys (e.g. Inconel), Co-based super alloys (e.g. Stellite) and for roughing hard castings and hardened steel.
Main Advantages- High hardness (Hv 2,100)
- High fracture toughness due to SiC (silicon carbide) whisker
reinforced ceramics - Excellent thermal shock resistance, which enables using coolant
and interrupted cut machining - Excellent for roughing and semi-finishing operations at 8-10 times
faster cutting speeds when compared with carbide grades - Good oxidation resistance due to its alumina substrate

IC6025 (M20-M35)
- ISCAR's IC6025 grade covers the ISO application range (M20-35) and is used for roughing and interrupted cuts, as well as applications at medium to low cutting speeds. The IC6025 grade is composed of a cobalt-enriched outer layer substrate, with MT TiCN and alpha Al2O3 coating. The unique SUMOTEC CVD post coating treatment was developed for machining stainless steel. IC6025 provides substantially improved tool life, excellent edge performance and repeatability when compared to our current grades and competitor grades.

M3M Chipformer
- In addition to grade IC6025, ISCAR is offering an innovative chipformer under the designation of M3M.
The new chipformer was designed especially for machining stainless steel.
The M3M chipformer was designed with geometric features that improve the tool’s life due to a reinforced cutting edge at the area where VG (notch wear) wear tends to occur when machining stainless steel, causing poor surface finish and risk of edge breakage.
IC6015 (M10-M20)
- ISCAR's grade IC6015 is a complementary SUMO TEC CVD coated grade for high speed machining of stainless steel.
ISCAR also offers grade IC6025, which covers the application range of M15-35 used for roughing and interrupted cut applications at medium to low cutting speeds.
IC6015 (M10-M20)
A cobalt enriched outer layer substrate, with MT TiCN and alpha Al2O3 coating with a special post coating treatment, provides substantially improved tool life, and excellent edge performance and repeatability.
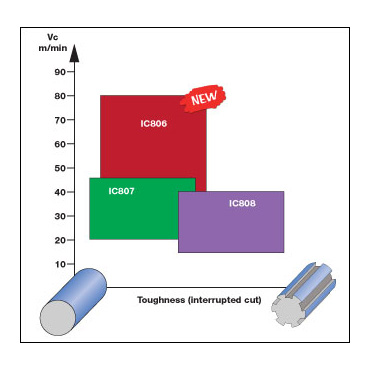
IC806 SUMOTEC PVD for Inconel 718
- PVD Coated Grade for Turning and Grooving High Temperature Alloys
ISCAR grade IC806 is a complementary SUMOTEC PVD coated grade for machining high temperature alloys, especially Inconel 718, a nickel based superalloy used extensively in the aerospace industry.
IC806 has a hard submicron substrate with PVD TiAlN coating and a special post coating treatment which provides substantially improved tool life and better reliability. IC806 is recommended for turning Inconel 718 at moderate to high cutting speeds, with stable to mildly unstable conditions.

EXCHANGEBLE HEADS- for Turn-Mill Machines
- As a result of the increasing popularity of Turn-Mill machining centers, ISCAR has decided to expand the range of exchangeable head tools.
ISCAR has developed a range of HSK A63 WH toolholders and tool adapters for Turn-Mill machines. These holders comply with a new HSK standard interface, recently introduced under the ICTM standard - Interface Committee for Turn-Mill and Mill-Turn machines.
SUMOTURN/HELITURN/JETCUT

SUMOTURN
- The SUMOTURN line includes external and internal tools, as well as large sized inserts for roughing and heavy duty applications.. Rough and heavy duty turning applications feature relatively large depths of cut, high feed rates and rough, non-uniform surfaces to be machined. These applications require both tough carbide grades and specifically designed chipformers. The tools are equipped with a lever lock clamping system, which is recommended for large depths of cut and interrupted cut applications.
The SUMOTURN inserts are coated with ISCAR’s innovative SUMOTEC grades.
In order to assist customers in selecting the correct grade for their applications, ISCAR developed new coating processes for the SUMOTEC grades featuring different colors for easy identification. (The older SUMOTEC grades featured the same gold color.)
This coating technology improves insert life by 5 to 12% compared to the previous coatings.

HELITURN
- The CNMX 1207..-HTW insert features a very positive radial, helical cutting edge and a positive rake angle - a combination which substantially reduces cutting forces. The insert's corner has a wiper configuration which produces high surface finish even at high feed conditions, which on many occasions can eliminate a finishing cut. The corner angle is 88°, which provides increased strength.
The CNMX inserts are designed for heavy machining applications. Their unique design ensures reliable, fast metal removal when using 80° rhombic inserts.
They can be mounted on any standard toolholder that carries standard CNMG inserts, but the seat has to be replaced with a special seat: TCH 4.
ISCAR's R-clamp toolholders are most recommended for heavy machining applications.

- ISCAR JETCUT tools offer the ultimate solution for utilizing high pressure coolant (HPC) in a multitude of turning operations.
With the availability of high speed machines which offer standard or optional 70-bar coolant systems and through-spindle delivery, HPC technology has grown much more accessible and ISCAR provides hundreds of special HPC turning tools for a wide range of applications. HPC has proven itself in dedicated turning applications on difficult-to-machine materials such as titanium and Inconel, at removal rates of up to three times more than that of the conventional flood coolant system. Users report elimination of chip jamming, faster cutting and much longer edge life in outer and inner diameter turning as well as grooving, parting and hole making. The advantages of ISCAR’s JETCUT line are also noticeable when machining steel parts, where the chips are more manageable and insert life is significantly improved.
Miniature

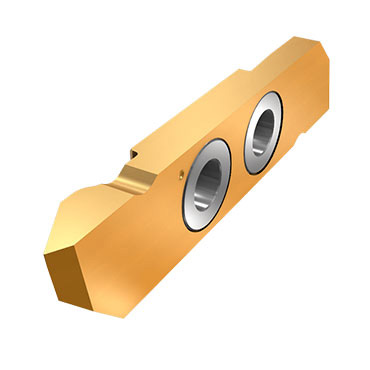
SWISS-GRIP
- Double-pocket
SELF-GRIP mini blade
Small size SWISS-GRIP tools were designed specifically for efficient parting and grooving on Swiss-type machines.
These operator-friendly tools comprise of holders and double-pocket SELF-GRIP mini blades mounted on the holders. Hence, the ability to clamp existing SELF-GRIP small size inserts.
Features:- Reliable and friendly-to-operate holders with a self-clamping mechanism for securing the insert.
- Double-pocket mini blades ensures high repeatability and position accuracy.
- Fast and easy blade indexing from both sides of a holder.
- Mini blades of different widths suitable for mounting in the same tool holder.
- Assures slim cuts to utilize the workpiece.

MULTI-MASTER SUMO-CHAM
- Mini-Diameter Tools
Technological advances in machine tool engineering have brought new opportunities to manufacturing and resulted in rethinking the manufacturing of various components, particularly small-size parts. Multi-tasking machines and driven-tool lathes enable different types of cutting operations to be performed on one machine. It was a significant step to enable the machining of a whole part in a single setup, which is especially relevant for producing small-size components where the cycle time is small.
ISCAR provides a wide range of products intended for highly efficient small-size part production on multi-tasking machines and driven-tool lathes. In addition to the traditionally used solid carbide tools, these solutions incorporate tools with a replaceable cutting head concept.

SWISS-CUT
- Innoval Line
- The same tool and insert can be used in both front and back clamping
- 50% less inventory
- Insert indexing without removing the screw
The new clamping design uses a special screw that can be accessed and operated from both tool sides. The screw has to be fully removed for insert indexing. As the clamping screw is small, it can easily fall and disappear inside the machine or on the floor. In the upgraded line, the insert can be indexed without the need to fully remove the screw. Therefore, there is no risk of falling parts and indexing is easier and faster.

SWISS-TURN
- Precision Ground Cutting Edges
ISCAR features a variety of ISO standard inserts, with small shank sizes. Also available are many standard geometry inserts with precision ground cutting edges and small radii for manufacturing small and thin parts.
ISCAR's toolholders with a unique clamping device, provide solutions for solving the main problems related to insert clamping and replacement on Swiss-type machines.

JET-CUT
- Coolant Hole Through the Insert
ISCAR is introducing a DO-GRIP parting insert with an internal coolant hole which passes through the insert, with an outlet near the cutting edge. This unique design is due to an advanced technology which was developed especially for these inserts.
The new DGNC inserts were designed for parting and grooving mainly on stainless steel and high temperature alloys.
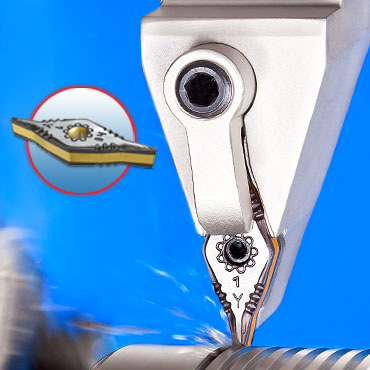
JET-CUT TANG-5-GRIP
- 0.8mm insert for parting and grooving
ISCAR introduces the world’s narrowest 0.8mm insert for parting and grooving, combined with an innovative and economical 5 pocket blade featuring extended tool life. The interchangeable blade is assembled on a toolholder which indexes SLIMGRIP inserts. The blade features high stability and repeatability, and the narrow chipformer on the inserts allows free chip evacuation. A new family of tools and economical 5 pocket adapters for existing TANG-GRIP inserts in sizes of 2 and 3mm. These new adapters will allow parting applications of bar diameters up to Ø45mm.

PICCO-CUT
- Solid Carbide Mini Boring Bars
ISCAR has added more geometry types and sizes to the current PICCO mini-bar range:
A. Back boring and profiling mini-bars
Designed for back turning and profiling applications, may be used in a minimum bore of 3 mm. Available with shank sizes of 4 to 7 mm and fit our standard MG PCO.. and PICCO holders.
B. Mini-bars for 0.6 mm diameter boring
Boring and profiling mini-bars for as small as 0.6 mm diameter bore. The smallest PICCO mini-bar for miniature and tiny parts are supplied with 4 mm shank diameter and fit standard PICOO...4-5 holders.

MULTI-MASTER
- Indexable Solid Carbide Line
MULTI-MASTER is a family of tools with shanks and interchangeable heads for a variety of milling applications including ball nose, straight shoulder and slitting and slotting applications. This system features ISCAR’s unique threaded carbide heads for superior performance, short indexing time and improved economy.
As there is no setup time for head replacement, MULTI-MASTER can reduce your production costs through increased production efficiency.
SOLID-MILL
- Solid Carbide Endmills Variety
Micrograin solid carbide endmills with extended tool life are a part of the ISCARMILL family.
These endmills have an improved design and are available with the most advanced TiCN or TiAIN PVD coatings, in a range of 2-20 mm.
Ball nose endmills are available in a diameter range of 3-20 mm.

SUMO-CHAMSUMO-CHAM
- Mini SUMOCHAM
Dia. 4-10mm
ISCAR's SUMOCHAM drill family is the next evolution of the very successful CHAMDRILL and CHAMDRILLJET families. The new family has similar features, with improved head and pocket design, no setup time, Fast Metal Removal and economical indexing.
The SUMOCHAM comprises a revolutionary clamping that enables improved productivity output rates, while enabling more insert indexes.
SOLID-DRILL
- Specially Tailored Drills
The unique requirements of the mass production industries make specially tailored drills essential for optimal performance.
ISCAR’s trained design engineers ensure that customers have the finest multifunction drilling tools for their required profiles.

MIN-CUT
- Mini Face Grooving
MINCUT is a family of internal face grooving and face turning tools for machining small diameters ranging between 8–17 mm (0.315–0.669”)- Inserts in widths of 1.5–3 mm (0.05 9–0.118”)
- Highly stable tangential clamping
- Highly efficient chip evacuation
- Tools with internal coolant
Dmin. 8 mm (0.315”)
Hole Making
Reamers
-

BAYO-T-REAM
- New Interchangeable Reaming Head System
The BAYO T-REAM high speed reaming system enables dramatic increases in speeds and feeds, particularly when compared to the conventional method.
This feature is most advantageous in mass production industries.
When large quantities of workpieces are involved, the savings in machining time, labor cost and productivity are multiplied greatly.
BAYO T-REAM consists of an interchangeable carbide reaming head with a quick-change bayonet mechanism, suitable for reaming applications of H7 hole tolerance range.
The reaming head is mounted on a HARD TOUCH steel shank (solid carbide or heavy metal shanks are available on request).
The reaming head is attached to the shank by a bayonet screw and a special wrench is used to clamp and release it.
The reamer has been designed with internal coolant holes directed on each cutting edge for the most efficient head lubrication and extremely long tool life.
Advantages- High speed/high production
- No setup time while indexing
- Low runout (maximum 3µm)
- Versatile modular system (one shank can be used for a range of hole diameters and various types of cutting edges)
- Durable, due to the combination of a carbide head and steel shank
- Internal coolant directed optimally to the cutting edges

SOLID-H-REAM
- Solid Carbide Reamers for Conventional and Fast Reaming
SOLID H-REAM reamers are high quality tools, manufactured in accordance with the requirements of the DIN 1420 standard. This ensures that, when using these tools, the reamed hole is within the respective tolerance range and the reamer can be used to its full economic potential.
Additional factors that may affect the tolerance of a reamed hole are: cutting and lead angles of the reamer, chucking force of the tool, pre-drilled hole size, machine stability and lubrication type.
Advantages- Durable (produced from submicron fine carbide grain)
- Good solution for old machines
- Suitable for low cutting speeds and feeds
- Economical for small production batches
- Easily regrindable
- Mostly used with floating adapters
- Coated for high cutting speeds (upon request)
- With internal coolant supply (upon request)
- PCD - for nonferrous materials (upon request)
- CBN - for hard materials (upon request)
- Cermet - for superior performance in steel (upon request)
- Combined and stepped reamers (upon request)
- Integral and modular (upon request)
- Special diameter range 1 mm (.039) and up

INDEX-H-REAMINDEX-H-REAM
- Single Edged Reamers
A high speed reaming system with internal coolant supply, INDEXH-REAM standard line covers reaming applications of 8-32 mm (.315-1.25") hole diameters.
The indexable cutting insert has two cutting corners with 4 lead angle options and 3 rake angle variations, covering most workpiece material types. The INDEXH-REAM single indexable insert with carbide pads provides a combination of economical and high precision results on a very wide range of materials.
Advantages- Economical system (2 cutting edges)
- Wear compensation mechanism
- Maximum precision
- Designed to achieve IT5 tolerance
- For extremely fine surface finish, roundness and cylindricity (due to the burnishing action caused by the tough guiding pads)
- For high concentricity in interrupted applications (due to the smooth and continuous cut)
- Relatively high reaming speeds (modern coating technology and strong substrate)
- Effective chip evacuation
- Optimally directed internal coolant supply, for long tool life
Drilling

SUMOCHAM
- ISCAR's SUMOCHAM drill family is the next evolution of the very successful CHAMDRILL and CHAMDRILLJET families. The family has similar features, with improved head and pocket design, no setup time, fast metal removal and economical indexing. The SUMOCHAM comprises a revolutionary clamping system that enables improved productivity output rates, while enabling more insert indexes. The shank itself is designed with twisted nozzles and exhibits a durable and stably constructed body. The indexable heads are available in four different standard geometries, designed for drilling steel, exotic materials, cast iron or aluminum. The unique pocket design of the SUMOCHAM takes good advantage of the cutting forces, which are mechanically exerted upon the tool. These forces are then converted into gripping forces that are used for tightening the insert towards the back of the pocket - the more cutting forces applied, the better gripping forces obtained. In addition, the clamping forces around the connection area generate little strain, preventing any potential plastic deformation and providing at least triple the amount of head indexes. The most important attribute of the clamping design is therefore a very substantial increase in productivity. All of these features provide the most productive and most profitable solution for the hole making industry.

CHAMIQDRILL
- ISCAR is introducing the CHAM IQDRILL drill family for the drilling range of 33 to 40 mm with 1.5, 3, 5 and 8 length to diameter ratios.
The CHAM IQDRILL features a unique design, utilizing the carbide flexibility for self-locking; eliminating the need for clamping accessories. The robust structure of the drill with the concave cutting edge design enables drilling at high feed rate, providing very accurate IT8 – IT9 hole tolerance.
The new design body is produced from special steel for high durability and a special stopper prevents the drilling head from being extracted upwards from the pocket. Long stoppers provide high resistance to cutting forces, enabling applications under very high cutting conditions.
High flute helix and polished flute surfaces provide a smooth and easy chip evacuation process.
An internal coolant supply provides efficient cooling and lubrication during the drilling process.
The HFP-IQ Drilling Heads have unique self-centering geometry enables using up to 8xD long overhang without the need for a pilot hole operation

LOGIQ3CHAM
- LOGIQ3CHAM, a new family of assembled drills carrying exchangeable carbide heads with three effective cutting edges. This family of drills was designed by utilizing highly advanced technologies based on ISCAR’s successful SUMOCHAM drill family. LOGIQ3CHAM drills increase productivity by up to 50% when compared with a common two-flute drill with exchangeable heads.
Features:- General cutting geometry provides effective machining of various engineering materials.
- Concave cutting edges enable smooth penetration into material, excellent centering, and stable drilling.
- Extremely robust and precise chisel edge to withstand high loading during cutting.
- Corner chamfering to increase wear resistance and strengthen the outer corners.
- Dovetail clamping prevents the drilling head from being extracted from the drill pocket during retraction.
- A durable drill body carrying a carbide head made from hard, high-strength steel grade for better wear resistance.
- Three polished flute surfaces to ensure smooth and easy chip evacuation.
- Variable flute angle design results in a durable body structure to sustain high axial forces.
- Internal coolant channels supply efficient cooling and lubrication during the drilling process.
- Available in several drilling depth to diameter ratios (1.5, 3 etc.).

COMBICHAM
- ISCAR is introducing COMBICHAM - Large diameter indexable drills with an integral pilot drilling head and one flat shank.
The new drill provides an excellent solution for drilling 26-50 mm diameter holes in a drilling depth of up to 8xD. The COMBICHAM features a pilot SUMOCHAM drilling head and standard SOGX/SOGT square inserts in various sizes, made from IC808 SUMO TEC PVD coated grade.
As the drill is fully effective, it enables high feed drilling, providing high drilling rates, and high accuracy and surface finish.
The COMBICHAM is compatible with MQL coolant type and features two peripheral coolant nozzles to provide high coolant flow directly to the cutting zone. The precise ground self-centering geometry of the leading SUMOCHAM head provides high penetration rates and eliminates the need for making a pre-hole prior to using the COMBICHAM.
MODUDRILL
- The new MODUDRILL family uses only two drill bodies to cover the full range: one for 33-36 mm and the other for 37-40 mm. Each drill body can carry any one of the two head types. The two available drilling heads were designed for different applications - cutting conditions, required hole accuracy and surface finish.

DR-TWIST
- The DR line of hole making tools is designed to provide an economical solution, suitable for all types of materials.
These tools are designed primarily for semi-finishing operations and exhibit a high level of accuracy, even when subjected to interrupted cut machining conditions, or while drilling stacks or sloped surfaces.
Furthermore, with the right edge geometry these tools can easily perform angular penetration holemaking operation, drilling into the material and exiting with flat burr-free exit.
These tools are known to be less susceptible to unstable machining conditions, making them ideal for unbalanced holemaking operations associated with vibration.

DR-BIG
- New Large Diameter DR-TWIST Drills
ISCAR's new family of 61 to 80 mm large diameter drills expands the existing 14 to 60 mm range.
This family features a drill body with a 50 mm Weldon shank that carries cartridges with square inserts (4 cutting edges) in 10, 11 and 12 mm sizes. The inserts are available with two chipformer types and in the following grades: IC808/908 for low alloy steel, stainless steel and high temperature alloys. IC8080 which is recommended for high speed drilling of cast iron and steel, should be used for the peripheral insert.
Advantages- Each drill is supplied with a set of shim plates used to change the drill’s diameter.
- The new PVD IC808 and CVD IC8080 carbide grades which are used on external inserts, provide a smooth cut and a very competitive prolonged edge life when compared with any throwaway drilling insert.
- The IC08 submicron substrate provides increased hardness and toughness, for both external and internal inserts.
- The new DR-TWIST drills are available in whole metric sizes.
- Can be used for intermediate hole sizes on lathes by offsetting the machine’s X-axis to obtain the desired hole diameter.
- Can be used as boring tools to enlarge existing holes.
- The same insert may be used for both internal and external drill pockets, which reduces inventory.
Pre-Threading - DCNT
- DCNS
Modular drills for chamfering holder.
The SUMO UNICHAM, a drill without a flange for chamfering operations by using the standard CHAMRING modular chamfering drill holders.
Diameter range of 7.5 to 25.9 mm and L/D ratio of 3XD and 5XD.

Pre-Threading - SUMO-UNICHAM
- DCNS
Modular drills for chamfering holder.
The SUMO UNICHAM, a drill without a flange for chamfering operations by using the standard CHAMRING modular chamfering drill holders.
Diameter range of 7.5 to 25.9 mm and L/D ratio of 3XD and 5XD.
Multifunction Tools
-
- Much machine idle time is saved due to limited tool exchange - chip to chip time, thus no wasted unproductive time.
- Further cost savings on tools, inventory management and storage.
- In many cases solve problems associated with limited space on the turret.
- Ideal for automatic machines (Swiss type).
Solid Carbide Drills
-
- Range of 3-20 mm in length to diameter ratio of 3xD, 5xD, 8XD.
- Range of 0.8-2.9 mm in length to diameter ratio of 4D & 6D.
- Right-hand cut with and without internal coolant nozzles.
- IC08 submicron substrate.
- Most advanced TiAlN coating for best hole quality, high performance reliability and economical output.
The new solid carbide drills were designed and produced according to DIN 6537 standard. There are two new designations for easy product identification: SCD … (Solid Carbide Drill) SCDR … (Solid Carbide Drill Reamer)

Special Tailored Tools
- Drilling Tools Upon Request
Special toolholders are an integral part of our business. In addition to standard tools, ISCAR also designs and manufactures special tools. Each of our special tools is designed to conform strictly to the customer's parameters and specifications, meeting demands for performance, tool life, cost and ease of use. ISCAR's engineers work together with the customer to ensure that the tool manufactured will be the most suitable for the required application and machining process and will provide optimum output for the client.
ISCAR operates numerous manufacturing facilities around the globe to answer to the demand for special inserts and tools.

Dedicated Industry Solutions
- ISCAR dedicates its resources in order to boost its customers’ productivity.
The company’s products are designed with special emphasis on dedicated solutions for the industry. There are no two industries alike and each one has its own needs and requirements. ISCAR has acquired knowledge and developed solutions dedicated to every industry, following a thorough analysis and study.
ISCAR responds to industry needs by providing solutions that not only emphasize flexibility, efficiency, durability, reduction of production costs, but most of all increase productivity.
ISCAR has developed dedicated solutions for "difficult to machine" materials, taking into consideration enormous workpieces, stability abrasiveness and high temperature issues.
The constant need to respond to industry needs made ISCAR more receptive for easily responding to special needs and requirements that the industry set as targets.
Deep Drilling
- Deep holes are defined by a ratio between the hole depth and the hole diameter.
Deep hole ratio depths are more than 10x the diameter and up to 150x the diameter ratio.
There are 3 types of deep drilling methods:
Gundrills
STS (Single tube system)
DTS (Double tube system) 
NEO-GUN
- Gundrills that Minimize Machine Downtim
NEOGUN is a family of indexable Gundrills with No Setup Time for minimizing machine downtime and ensuring high productivity and excellent surface finish.
Features:- An assembled steel drill body carrying a replaceable insert made of cemented carbide.
- A uniquely designed insert combined with a cutting edge, supporting pad and guide pad, provides precision for high drill performance and reliability.
- Suitable for rotating and nonrotating applications on all types of machine tools.

SUMO-GUNSUMO-GUN
- High Table Feeds
ISCAR's SUMOGUN line has been developed for deep drilling applications of a diameter range of 12 to 25 mm (total length of 1000 mm).
SUMOGUN enables replacement of the drilling head inside the machine – there is no need to remove the drill for head indexing.
A polyamide plastic key is available for clamping and removing the SUMOGUN head.
The SUMOGUN features two straight flutes carrying the standard SUMOCHAM drilling heads.
The SUMOCHAM drilling heads are fully effective, which enables drilling at much higher table feed rates, when compared to most other gundrills available in the market.

GundrillGUN-DRILLS
- Single Flute Gundrill
ISCAR's gundrill consists of a single piece carbide head, a streamlined shank and a driver through which coolant flows to the working end where it is most needed. Chips are evacuated along the V-shaped external flute.
1. The Drilling Head
The carbide head is tapered on its length to reduce friction. The taper angle depends on the type of material to be drilled. For high precision drilling, the taper should be reduced to a minimum. Note that when the head is resharpened, the diameter of the drill changes, affecting the hole tolerance.
2. The Shank
The cross-section of the shank is V-shaped with coolant holes. It is made of hardened steel that is highly resistant to twisting. This cross-section provides the optimal conditions for twist resistance, coolant flow and chip evacuation.
3. The Driver
The driver ensures the connection between the gundrill and the machine tool. ISCAR’s advanced gundrill technology provides superior geometric and dimensional quality for both deep and shallow drilling. The drills are available in the range of 2.5 to 32 mm in 0.1 mm increment diameters. Larger diameters, between 32 and 40 mm, are available upon request. In addition, any other drilling head configuration or coated drilling head can be produced upon request.
ISCARDEEPDRILLISCAR-DEEP-DRILL
- Deep Hole Drilling Index
Single Tube System (STS)
Cooling fluid is induced through the gap between the drill and the hole, conveying the chips through the tube. Requires the usage of dedicated machines.
Double Tube System (DTS)
Cooling fluid is induced between the coaxial tubes, conveying the chips through the inner tube and can be applied for standard machines.
ISCAR-DR-DHISCAR-DR-DH
- Deep Drills for Milling Centers and Lathe Machines
ISCAR is introducing long drills for a drilling depth-to-diameter ratio of 7XD and up, to be used on standard horizontal milling centers, turning, and multi-task machines. Use of supplementary machine and setup can be avoided.
The new drills will be available as semi-standard items in the diameter range of 25.4 to 69.5 mm (1.00 - 2.73”).
Drill Features- High feed drilling: up to 0.35 mm/rev for high productivity
- Excellent surface quality: Ra = 0.6 – 2.0 [μm]
- Good hole cylindricity: 50-80 [μm]
- Hole tolerance: IT10
- Large drilling depth: L=5xD and higher – up to 800 mm
- Carries standard SOMX/SOMT indexable inserts with 4 cutting edges
- No dedicated machine or extra setup needed
- Standard coolant pressure as used in general drilling
- Standard indexable, double ended guiding pads
- Used for steel (ISO P) and cast iron (ISO K) materials

TRIDEEPTRI-DEEP
- TRIDEEP Gundrills and Deep Drilling Heads
The TOGT inserts feature 3 chip splitting cutting edges, a positive rake chip breaker and a wiper for high hole surface quality. The new inserts are available in 5 sizes, made from IC908, a versatile PVD coated grade.
Features- The only deep drills with a 3 cutting edged insert (other manufacturers only offer inserts with 1 or 2 cutting edges)
- Highly accurate peripherally ground insert, provides high hole diameter accuracy of IT10
- The chip splitter produces narrow chips for efficient chip evacuation, enabling higher feed rates compared to other drills available in the market
- A wiper on the insert provides extra fine surface finish
- Direct insert mount - no adjustment needed for accurate hole diameter
- The drills can carry the new economic solid carbide or the brazed guide pads
Boring

ITS-BORE
- High Precision Modular Toolholder System
ITSBORE is a high precision modular toolholder system for boring, milling, drilling and tapping applications that provides an extremely high degree of rigidity.
The system's flexibility and simplicity make it suitable for machine tools, machining centers and flexible manufacturing systems.
It uses a unique cylindrical-conical coupling and radial expansion pin to ensure maximum rigidity and concentricity.
For applications that require machining to strict tolerances with a superior surface finish, ITSBORE is an excellent solution.

ITSBOR
- Modular Boring System

ITS-BORE
- Fine Boring Head
Due to market demand, especially from the heavy duty industry which is characterized by high power machines, ISCAR–ETM is expanding the ITSBORE system by adding MB110 adapters, to be used on large shanks.
The new adapters will enable using the MB boring system also for heavy duty machining by the heavy industries, such as power generation.
MB110 will be available with the following combinations:- SKA 50/60, BT 50/60
- Extensions
- Reducers
- Shell mill holders
- Blanks
Milling
Profiling
TOR-6-MILL
- Multifunction Indexable Cutters
TOR6MILL is a family of multifunction indexable cutters featuring different insert geometries.
The cutters are designed in the following configurations:
TR6 ER - Endmills in a diameter range of 16-32 mm ( .625 - 1.250”)
TR6 ER-M – Interchangeable milling heads with FLEXFIT adaptation in a diameter range of 16 – 35 mm ( .63 – 1.38”)
TR6 FR - Face mills in 52, 66 and 80 mm (1.500, 2.000, 2.500 and 3.000” ) diameters
Cutter Features:- Tool diameter remains constant for all insert corner radii
- Tool design enables undercutting
- The coolant holes for coolant supply are directed to each cutting edge
- The cutter body has a special protective coating for uninterrupted chip flow and protection from corrosion and wear

HELIDO Round 606
- Precise Round Profile Insert with 6 Cutting Edges
The HELIDO H606 line is an economical tool and insert system which features a double-sided precise round profile insert with 6 cutting edges.
Main Features- 6 mm radii with 90° vertical cutting edge
- Very positive rake angle to reduce power consumption
- Dovetail rigid clamping
- AXT chipformer for steel and cast iron
- AXMP chipformer, suitable for austenitic stainless steel and high temperature alloys
HELIDO Round H400
- Excellent for Semi-Finish Applications
The HELIDO round H400 product line features a double-sided round shaped insert. The insert has a unique design that is not completely circular. This allows placement of an additional insert on the cutters, which provides higher productivity.
Features- Screw clamping
- 4 cutting edges of radius 5, 6, 8 x 120°
- Dovetail clamping
- Excellent for semi-finish applications

MILL-SHREAD-ROUND
- Reduction of Cutting Forces
The MILLSHRED round family comprises a wide range of chip splitter inserts for a wide range of applications.
Features- Capable of milling with high overhang up to 10 times diameter
- Reduction of chip volume
- Reduction of cutting forces and machine power consumption

BALL-PLUS
- One Tool with 5 Insert Shapes
BALLPLUS is a multifunction system comprised of various shank options and 6 milling head types. Each shank has the ability to carry any one of the milling head types. Clamping and indexing of the milling heads is very simple. It can be done while the tool remains clamped on the machine - therefore no setup time is necessary after indexing. A unique pocket design enables a very firm insert clamping, edge position accuracy and no insert pullout problems. BALLPLUS is an ideal system for reducing tool inventory.
It is an attractive option for the die and mold industry and for any industry which uses many different endmills for its production applications.
Features- One tool with 6 insert shapes
- V-lock, high rigidity clamping mechanism

DROP-MILL
- High Depth of Cut
The DROPMILL product line is a ball nose type cutter with two indexable inserts that have
2 cutting corners each.
The round cutting edge of the insert continues with a 90° flat cutting edge, which provides higher depths of cut and finishing surface.
Features- Rectangular pocket seat for high accuracy
- 2 cutting edges per insert
- Strong rigid insert for rough operations
- Ground insert for semi-finishing (QT)
- Pressed insert with chip splitter for roughing (CS)
DROP-MILL
- Three Effective Flutes 240° Ball Nose
The lollipop-shaped ball nose cutters feature 240° spherical cutting edges and are available in the following tool configurations:- BLP Endmills – Endmills in the diameter range of 16 to 50 mm
- BLP-M - Milling heads in the diameter range of 16 to 40 mm with FLEXFIT adaptation
- BLP-Shell Mills - Arbor-type cutter in 50 mm diameter
The BLP- shell mill was designed to be mounted on face mill adapters with a 22 mm adaptation. A special screw, SR M10X20-10600, is supplied with the cutter.
This screw was designed to be used instead of the standard cutter’s frontal clamping screw. It serves as a retaining knob which pushes the cutter onto the adapter face by means of a screw situated on the cutter’s upper periphery.
Features- All three cutter teeth are fully effective
- 240° spherical cutting edge with chip-splitting action
- Center cutting
- Internal coolant holes directed to each cutting edge
SOLID CARBIDE ENDMILLS
- A full range of solid carbide endmills and MULTI-MASTER tools provides solutions for a wide range of applications, for rough or finish machining in any kind of material, to achieve superior performance and high productivity. The wide variety of our tools covers diameters of Ø1-20 mm in 1-6 L/D ratios. New innovative solutions designed especially for high tempered alloys and exotic materials are now available.
Solid Ceramic Endmills EC-E7 for Machining Superalloys
- ISCAR's new solid ceramic endmills were introduced recently to meet the growing demand for processing nickel-based high temperature superalloys (HTSA), such as various grades of Inconel, Incoloy, Haynes, etc. in the aerospace industry, and the demand to decrease production costs and increase productivity. The new tools enable increasing the cutting speed by up to 50 times when compared to carbide tools, thereby drastically saving machining hours and reducing production costs. The new endmills can also be successfully applied to productive roughing of cast iron and graphite.
Features:- 6 to 20 mm diameters
- There are 2 configurations:
E3 - with 3 flutes for shouldering applications
E7 - with 7 flutes, feed mill style for rough applications - Relieved neck diameter behind the effective cutting edge for machining next to shoulders

4 Flute Endmill EC-H4M for General Use
- The EC-H4M family includes 4 flute endmills with different helix and variable pitch for general use with high removal rates for rough and finish operations. Its unique design features optimal flutes and tooth geometries, delivering maximum metal removal rates, and enables large chip gullets for efficient chip evacuation and high productivity on most material types.
Features:- 6 to 20 mm diameters
- High removal rates
- 4 flute endmills with different helix and variable pitch
- Cylindrical and Weldon shanks

7 Flute Endmill EC-H7 for HSM (High Speed Machining)
- The EC-H7 family includes 7 flute endmills with different helix and variable pitch for high speed/trochoidal milling and semi-finish and finishing operations in L/D ratios of 2xD, 3xD, 4xD & 6xD. Its unique design features optimal flutes and tooth geometries, delivering maximum metal removal rates, and enables large chip gullets for efficient chip evacuation and high productivity on most material types.
Features:- 2 to 20 mm diameters
- 2xD, 3xD, 4xD & 6xD

7/9 Flute Endmill ECK-H7/9 for Machining Titanium
- The ECK-H7/9-CFR endmill family features 7 and 9 flute different helix and variable pitch configurations. This family was designed for finishing and high-speed machining applications.
Features:- Diameter range of 6 to 20 mm
- Each tool diameter is available with cylindrical and Weldon shanks
- Suitable for high speed milling of titanium

5 Flute Endmill ECY-S5 for Machining Stainless Steel
- CHATTERFREE ECY-S5 is a new family of solid carbide endmills with 5 flutes, sub-flutes and variable helix for milling austenitic, duplex, cast and precipitation hardening (PH) stainless steels (ISO M group of applications). The new ECY-S5 endmills are suitable for a wide range of milling operations, from rough to finish machining and including trochoidal milling. The new endmills feature a unique design that delays wear and significantly improves tool life.
Features:- 8 to 16 mm diameters in 2 mm increments
- Suitable for shoulder milling, milling full slot from solid and HSM/trochoidal milling
HPC - High Performance Cutting
- High Performance Cutting enables very high metal removal rates for rough milling, achieved by taking full advantage of the long edge and full immersion of the cutter. The overall depth can be up to two times the diameter and the width of cut can even be up to full diameter.

X-QUAD
- Extended Flute Milling Cutter for Machining Aerospace Components
The XQUAD extended flute milling cutter is designed for machining exotic materials. The 4 cutting edged insert is positioned on the cutter body to enable large volume metal removal. The distribution on the inserts and different helix angle enable quiet and chatter free operation and strong flushing capabilities provide the coolant pressure required.
Features- 90° extended flute shell mills carrying square inserts with 4 cutting edges.
- Designed for rough milling operations that require extremely high depth of cut, such as machining deep shoulders, cavities, high edges and full slots.
- Alternating rake angles are produced by different inserts mounted in the tool, which is combined with varying flute pitch to provide efficient chatter dampening, smooth progressive penetration into material and stable cutting action.
- Cutter design ensures that one cutting point is always in contact with the material during entrance and exit. This ensures optimal and steady harmonic oscillation, reduces power consumption and maximizes tool life.
- High material removal rates due to spacious chip gullet (flute) that enables uninterrupted chip flow.
- Coolant channels are directed to each insert cutting edge.
- The SDK …-HP cutters have coolant nozzles for high pressure coolant supply (HPC) through the cutter body. HPC dramatically improves effectiveness of chip evacuation and temperature stability in the cutting edge, significantly increases tool life.

MILL-SHREAD-P290
- Deep Cavities
The P290 - 90° shred milling tools line is based on unique inserts with serrated cutting edges. These tools can also carry regular straight edged inserts for finishing cuts.
When the tools are used with the serrated edged P290 ACKT…-FW inserts, very small chips are produced. They are an ideal solution for machining very deep cavities, as the chips can easily be removed from the machining zone, consequently enabling very effective chatter dampening abilities even when positioned at very long overhang positions.
The serrations on the cutting edges of the P290 inserts are designed to provide an overlapping effect between all adjacent tool pockets, providing a fully effective cutter configuration.
Unlike other milling tools carrying inserts with serrated cutting edge inserts that can be found in the market, the P290 line does not require special mounting instructions:
P290 ACKT...PDR-FW inserts can be clamped in any pocket. This feature simplifies tool assembly and eliminates insert indexing errors that can cause tool destruction.
HELI-TANG-T490
- Extended Flute Cutters
HELITANG T490 Extended Flute Cutters Line with Tangentially Clamped Inserts for High Performance Cutting
Features- For shouldering and contouring
- Holes for internal coolant supply
- Suitable for all kinds of materials
- Recommended for rough milling deep shoulders
- Insert with chip splitting groove, for reduction of vibration and cutting forces

HELI-DO-490
- Double-Sided Inserts for Rough Milling of Deep Shoulders
HELIDO H490 Extended Flute Cutters with Double-Sided Inserts for Rough Milling of Deep Shoulders and High Edges
Features Tools- Positive cutting angles of the indexable insert geometry
- Coolant nozzles for insert
- Large variety of diameters and cutting lengths
- HARD TOUCH coated, providing better chip flow and protection from corrosion and wear
Shouldering
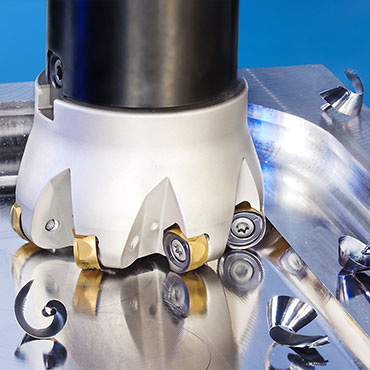
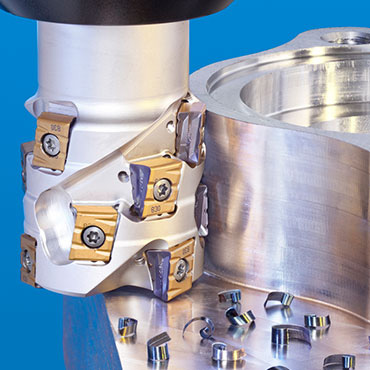
NEO-DO
- Square Double-sided Inserts with 8 Cutting Edges
NEODO is a family of 90° indexable milling cutters intended for roughing, semi-finishing, and shoulder milling, specifically for steel and cast-iron. These versatile cutters mount cost-effective square double-sided inserts with 8 cutting edges.
The advanced NEODO design combines a strong insert structure, a durable cutter body, secure mounting, and advanced carbide grades. This innovative solution enables face and shoulder milling, while providing an additional option for milling close to shoulders where there are workpiece or work holding fixture constraints.
HELI-DO-690
- Trigonal Inserts with 6 Helical Cutting Edges for 90° General
Use Applications
HELIDO Trigon Line H690-07 family is designed for productive rough to semi-finish milling, primarily on cast iron and steel components. The geometry generates positive radial and axial rake angles, that ensure smooth milling with soft entry to and exit from material.
The winning combination of effective geometry, innovative carbide grades and 6 cutting edges, enhances productivity and reduces operational machining costs.
Features- 90° milling cutters carrying trigon-shaped inserts
- Double-sided insert with 6 cutting edges
- Positive radial and axial rake angles
- Accurate 90° profile of machined square shoulder, with ramping down ability
- Highly economical solution for various milling applications.
NAN-MILL
- Triangular Miniature Inserts
with 3 Helical Cutting Edges
for 90° Shoulders
The smallest existing indexable insert combined with small diameter multi-toothed endmill for 90º shoulder milling. The triangular insert features 3 cutting edges for 90º shoulder milling, reducing diameter size to 8 mm. A sturdy central core allows more inserts to be added. Indexing is easily performed by use of a key, which has a magnet for easy mounting. NANMILL tools provide an attractive solution for manufacturers of small-size and miniature parts and compact components, in a variety of industries.
Features- 90º cutting edge angle
- Advanced design reduces cutting forces and enables smooth cutting
- Ramping down ability
- Cutter body has a special protective single-layer hard touch coating for uninterrupted chip flow and protection from corrosion and wear
- Available in diameters 8 and 10 mm
- 3 mm maximum depth of cut
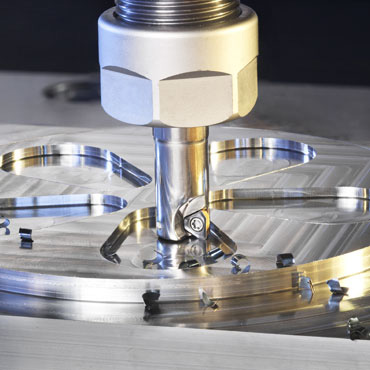
HELI-3-MILL
- Triangular Inserts with 3 Helical Cutting Edges for 90°
Shoulder Accuracy
A new miniature helical insert combined with a small diameter multi -toothed endmill, featuring 3 helical cutting edges for 90º shoulder milling. The tool can be clamped with a short overhang to fit Swiss-Type or Mill-Turn machines.
Features- 90º cutting edge angle
- Advanced cutting geometry to reduce cutting forces and provide smooth cutting
- Ramping down ability
- All cutters feature coolant holes directed to each cutting edge
- Available in the diameter range of 10 to16 mm
- Maximum depth of cut of 3.5 mm

THELI-4-MILL
- Small Quad Milling Inserts for General Useitle
The small quad inserts for 90º shoulder milling and high feed fit the same endmill. The economical, positive small size insert has 4 cutting edges. A high positive rake angle reduces the cutting forces applied on the cutter body to achieve an easy and soft cut. The large tool core enables increasing the number of teeth on small tool diameters for high productivity. The durable small quad insert structure enables high feed machining. The new HELI4MILL cutters and inserts are designed to provide an economical option for a wide range of roughing and finishing operations. HELI4MILL cutters can successfully replace solid carbide endmills.
Features- Each cutter can carry single-sided square and fast feed milling inserts
- Mounting differently shaped inserts does not change the cutter diameter
- Ramping down ability
- Coolant holes are directed to each cutting edge
- Maximum depth of cut of 3.5 mm

Heli-IQ-MILL-390LOGIQ-8-TANG
- 8 Cutting Edges
The LOGIQ-8-TANG tangential 8 cutting edged insert for 90° rough milling features a huge wiper suitable for steel and cast-iron applications. Firm placement of the insert due to its dovetail shape ensures high feed and durability when working under extreme cutting conditions. The tangential mounting of the insert reduces forces on the insert screw and eliminates shearing forces.
The cutters are intended for face and shoulder milling. They are suitable for ISO P and ISO K, and are designed for roughing and finishing operations in the automotive, die and mold industries and for general engineering.

Heli-IQ-MILL-390HELI-IQ-MILL-390
- 3 Helical Cutting Edges
The HELIIQMILL 390 is a family of cutters which carries triangular inserts with 3 helical cutting edges.
Features- Triangular insert with 3 cutting edges
- Economical high positive 90° shoulder
- Ramping down ability
- High axial rake angles
- Very strong and durable cutter
- Sharp clamping angle for higher clamping rigidity
- For all steel and cast-iron materials, as well as for stainless steels and difficult to cut materials
- Coarse and fine pitch cutters
- For roughing and semi-finishing applications
- Coolant holes for each insert
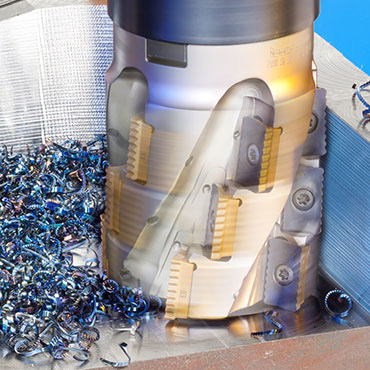
MILL-SHREAD-P290
- Serrated Inserts
for Long Overhangs
The P290 - 90° shred milling tools line is based on unique inserts with serrated cutting edges. These tools can also carry regular straight edged inserts for finishing cuts.
When the tools are used with the serrated edged P290 ACKT…-FW inserts, very small chips are produced. They are an ideal solution for machining very deep cavities, as the chips can easily be removed from the machining zone, consequently enabling very effective chatter dampening abilities even when positioned at very long overhang positions.
The serrations on the cutting edges of the P290 inserts are designed to provide an overlapping effect between all adjacent tool pockets, providing a fully effective cutter configuration.
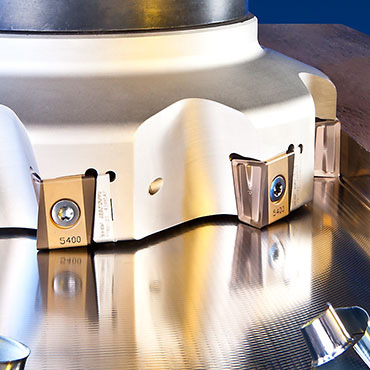
HELI-TANG-T490-HEAVY-DUTY
- Heavy Duty,
T490 FLN-22ST
The T490 FLN-22ST 90° face milling tools were designed mainly for machining of large-size parts in heavy cutting conditions, especially in cases when the configuration of a machined workpiece or workholding constraints require milling near to shoulders.
The tools carry tangentially clamped inserts T490 LNHT 22… with 4 helical cutting edges that are mounted in the pockets with seats protecting the tool body even in case of insert breakage. The major application of these durable tools is heavy duty milling steel, stainless steel and cast iron with depth of cut up to 21 mm.

THELI-TANG-T490
- Unique Rake Face Geometryitle
The HELITANG T490 line of milling cutters with tangentially clamped indexable inserts is designed for roughing and finishing operations mostly in the automotive, aerospace, die and mold industries, and for general engineering.
The cutters are intended mainly for 90° shoulder and face milling and with certain inserts can provide an effective solution for pocket milling, cutting by helical interpolation and even high feed machining. They are suitable for machining different types of steel, stainless steel, cast iron, aluminum and high temperature alloys.

HELI-DO-T490-SUMO
- 4 Helical Cutting Edges
The HELIDO H490 product line provides a double sided, very rigid insert for 90° shoulder milling. The insert utilizes 4 helical cutting corners.
Features- Economical - 4 cutting edges
- Dovetail pocket utilizes very rigid clamping
- Thick insert
- Positive cutting edges
- Reinforced cutting edges
- Wiper
- Coarse and fine pitch cutters
- Suitable for steel, stainless steel and cast iron
- For roughing and semi-finishing applications

HELI-DO-690
- 6 Helical Cutting Edges
HELIDO H690 is a new family of tools for 90° milling. The new H690 TNKX 1606… triangular inserts feature 6 helical right-hand cutting edges and are very strong due to their thickness.
The helical design of the triangular insert, coupled with a rigid pocket design, provides extremely high durability and very stable performance. The tools can machine accurate 90° shoulders, and in addition, perform slotting, ramping down and facing operations.

HELI-DO-890-SUMO
- 8 Helical Cutting Edges
HELIDO S890 FSN is a family of right-hand indexable face mills with an 88º cutting edge angle (2º lead); with 8 helical cutting edges, which can be used for up to 9 mm (0.35") depth of cut.
The square-shape inserts S890 SNMU 1305 PN… with 8 helical cutting edges feature a progressive cutting geometry with positive rake, that ensures smooth milling with soft entry to and exit from material.
Features- Screw clamping
- Depth of cut up to 9 mm (0.35")
- Suitable for steel and cast iron
- For roughing and semi-finishing applications
- Economical – has 8 cutting edges
- Reinforced cutting edge
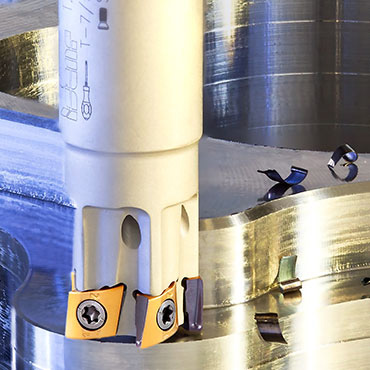
SUMO-MILL
- Coarse and Fine Pitch Cutters
The SUMOMILL T290 product line is comprised of endmills, face mills and extended flute cutters with tangentially clamped inserts with two helical cutting edges. The inserts feature a soft and clean cut due to their helical cutting edges and positive rake angles.
Features- Tangentially mounted inserts
- Higher tooth density on cutter perimeter
- Larger core diameter
- Dovetail pocket
- 2 helical cutting edges
- Larger axial cutting angle
- Coarse and fine pitch cutters
- Suitable for steel, stainless and cast iron
- For semi-finishing and finishing applications

HELI-200
- Rectangular insert with
2 Helical Cutting Edges
HELI2000 is a product line with rectangular inserts with 2 helical cutting edges, for general use.
Features- Screw clamping
- High shoulder accuracy and surface quality
- Ramping down ability
- Soft and clean cut due to helical cutting edges
- High axial rake angles
- Very strong and durable cutter
- Coarse and fine pitch cutters
- Suitable for steel, stainless steels and cast iron as well for difficult to cut materials
- Suitable for steel, stainless and cast iron
- Suitable for roughing, semi-finishing and finishing applications
- Available in cutting edge lengths of 10 and 15 mm

HELI-PLUS
- Long Cutting Edge
for General High Shoulder Milling.
HELIPLUS is an extension of the HELI2000 family. The rigid and double screw-clamping method of the HELIPLUS insert features a high helix sharp cutting edge, which in turn provides FMR (Fast Metal Removal). HELIPLUS milling cutters can be used for very steep helical interpolations for penetration into deep cavities.
An additional line of tools and inserts related to the HELIPLUS family is the HELIPLUS 07, which is a small insert with 7 mm length helical cutting edge.
Features- Screw clamping
- High helix sharp cutting
- Exerts low force
- High surface finish
- Two clamping holes for very secure clamping
- 2 helical long cutting edges
- Coarse and fine pitch cutters
- Suitable for steel, stainless and cast iron
- For roughing, semi-finishing and finishing applications
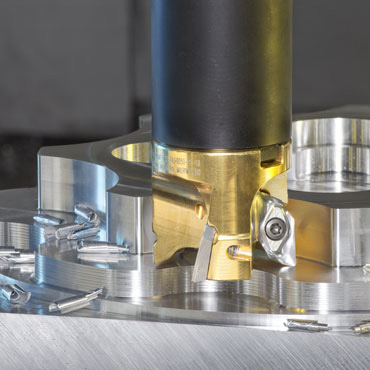
HELI-ALU
- Inserts for Machining Aluminum
The HELIALU line is comprised of a large range of endmills and face mills which are especially designed for machining aluminum, mainly parts for the aviation industry.
Features- Sharp, ground cutting edge for low cutting forces and a clean cut
- Polished rake face for excellent chip flow
- Positive cutting angles
- Clamping area of the insert is ground to provide full contact with the pocket for high precision
- Suitable for aluminum 2024-6061-7075
- HELIALU inserts can withstand high cutting and centrifugal loads
- For roughing and semi-finishing applications

HELI-ALU
- High Speed Milling Aluminum
HELIALU line includes 90° face milling cutters for milling aluminum at very high rotational spindle speeds. Required mainly by the aerospace industry, the cutters help maximize metal removal rate and minimize production costs.
Features- For H.S.M. of aluminum up to 30,000 RPM
- Prevents insert displacement in the pocket
- Sharp, ground cutting edge for low cutting forces and a clean cut
- Polished rake face for excellent chip flow
- Positive cutting angles
- High rampdown ability
- Open flute design to aid in chip evacuation
- For roughing and semi-finishing applications
- Suitable for all aviation aluminum
Plunging

TANG-PLUNGETANG-PLUNGE
- INSERTS with 4 CUTTING EDGES
The TANGPLUNGE product line is comprised of tangentially clamped inserts with 4 cutting edges, and a rigid cutter body for plunging operations.
Features- Great solution for long reach roughing
- Optimal solution for lower power machines
- High bending resistance due to axial forces
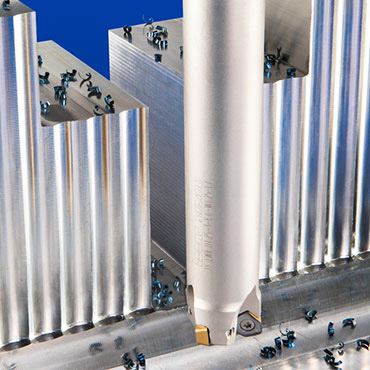
HELI-DO
- 600 UPFEED LINE
The H600 WXCU 070515… insert has an intermediate size between the H600 WXCU 0806… and the H600 WXCU 05T3… inserts. As the most popular tools in the FEEDMILL application market are the 50 mm diameter tools, featuring 1.5 mm depth of cut, the H600 WXCU 070515… insert was designed to provide advantageous performance for this commonly used application.
The H600 WXCU 070515… insert features a larger radius (1.5 mm) than the H600 WXCU 080612… (1.2 mm) insert. This is most important when machining next to wall shoulders.
The H600 WXCU 070515… insert enables a tool design featuring a higher tooth density than those carrying the H600 WXCU 0806… insert. For example, the 50 mm diameter tool carries 4 H600 WXCU 0806… inserts, while a tool with the same 50 mm diameter carries 5 H600 WXCU 070515… inserts and thus the new tool can run at higher table feeds. The screw clamping of the H600 WXCU 070515… insert is very secure, providing high durability (reliability) in milling (including ramping down) operations.
Facing

DOVE-IQ-MILL
- Machining intelligently and efficiently for face milling
IQ845 is a family of face mills carrying double-sided square inserts with 8 cutting edges. The main characteristic of these milling cutters is the positive inclination of their cutting edges that results in a soft and light cut and high surface finish during machining.
Features- High positive cutter pocket inclination
- Rigid clamping due to dovetail pocket design secured by clamping screws
- Coarse and fine pitch cutter configurations
- Coolant holes directed to every insert on the cutters
- Precise double-sided square insert
- 8 cutting edges – each edge comprises a reinforced edge and a wiper flat for a high quality machined surface
- Positive rake face produces excellent chip formation
- Depth of cut up to 4.6 mm (0.18") for size 07 and 2.6mm (0.1") for size 05.
- Low power consumption
- Both roughing and finishing on many types of material

HELI-DO-800
- Economical 8 and 16 cutting edges
These new mills are intended for machining mainly steel and cast iron components at high metal removal rate, and offer a versatile and cost-effective tool for productive milling in various cutting conditions. The face mills can carry either the S845 SN... 18… square, double-sided insert with 8 cutting edges or the ON... 07… octagonal, double-sided insert with 16 cutting edges in the same pocket.

HELI-DO-SOF-26
- Heavy Duty Face Mills
The SOF45-26 line is a family of face milling cutters for heavy duty milling applications. The cutter pocket is equipped with a protection seat and can carry both square and octagonal inserts, providing a very economical solution.
Features- Strong and durable construction
- Helical cutting edge
- Tools with seats to avoid deformation and provide body protection
- Screw and wedge clamping
- Suitable for steel, stainless steel and cast iron
- S845 SNMU 26…8 helical cutting edges up to 11 mm (0.43") depth of cut
- ONMU 10…16 cutting edges, right-or left-hand up to 7 mm (0.275") depth of cut
HELI-DO-800
- Versatile tools for Productive and Economical Face Milling
The HELIDO 800 line is one of the most popular and versatile range of face milling cutters, with 5 shapes of inserts clamped into the same tool pocket:- Square double-sided insert S845 SN…13 with 8 cutting edges up to 6 mm (0.236") depth of cut
- Octagonal double-sided insert ON…05 with 16 cutting edges up to 3.5 mm (0.138") depth of cut
- Single side insert OXMT…FF for high feed ability up to 1.2 mm (0.047") depth of cut
- Single side insert OXMT…HP with high positive cutting edges up to 2.7mm (0.106"), which enable easy cutting and high performance
- Round shape insert RXMT 16…, which adds profiling and corner rounding application options

16-MILL
- Octagonal Economical Inserts with 16 cutting edges
The 16MILL product line is comprised of double-sided octagonal economical inserts with 16 cutting edges for face milling applications.
Features- Screw and wedge clamping
- Coarse, fine and extra fine pitch cutters
- Depth of cut up to 5.5 mm (0.216")
- Suitable for steel and cast iron
- For roughing, semi-finishing and finishing applications with wiper inserts
HELI-DO-865 SUMO
- 8 cutting edges for 65° face milling
The HELIDO 865 line features a double-sided helical positive insert with 8 cutting edges for 65° face milling. It provides a very efficient solution for high metal removal face machining of cast iron and steel components.
Features- Screw clamping
- Coarse and fine pitch cutters
- Depth of cut up to 8 mm
- Suitable for steel and cast iron
- For roughing and semi-finishing applications
- Minimizes burrs and edge chipping for cast iron applications

HELI-TANG-T465-SUMO
- Up to 19 mm
Depth of Cut
The HELITANG T465 is a product family with a tangentially clamped, 4 corner insert with a 65° approach angle.
The 65° cutting edge angle is a very efficient solution for high metal removal face machining of mainly cast iron and steel components.
It can be used for up to 19 mm depth of cut. The tools were designed for machining large parts such as those for heavy industry applications.
Features- Pressed and ground insert
- Positive rake face
- Positive inserts with 4 cutting edges
- Maximum depth of cut up to 19 mm
- 65° approach angle
- Coarse and fine pitch cutters
- Suitable for all kind of materials, steel, stainless steel, and cast iron
- Recommended for roughing applications
HELI-OCTO
- Octagonal, Round
and High Feed Segmented Radius Inserts
HELIOCTO HOF-R07 family is an economical and efficient solution for face milling applications, using single-side octagonal inserts with 8 cutting edges. The same cutter with a round insert can be used also for profiling and corner rounding.
The cutters have seats for inserts OF…07T3 and RF…19 and can also mount OF…0706 inserts when the seat is removed.
Features- High positive rakes make this tool perfect for light-powered milling machines
- Unique pocket design ensures true positioning of insert and high repeatability
- Indexing direction is stamped on the inserts to ensure efficient use of the cutting edges
- One cutter uses two different types of inserts for two entirely different applications
- Protruding wiper flat contributes to a better surface finish
- Unique design of ribs and slots dissipates heat to prevent thermal cracks and prolong tool life

HELI-OCTO
- HOF/HOE-R06
A New Level of Versatility
ISCAR has expanded the popular HELIOCTO line by further upgrading its versatile HOF-R06 face mills and HOE-R06 endmills that can carry single-sided octagonal, round and square inserts.
These mills provide productive multifunctional solutions in a broad spectrum of milling applications. Depending on the shape of the inserts (octagonal, round or square), the HELIOCTO HOF/ HOE-R06 tool may be used for milling plane faces, profile surfaces or square shoulders, respectively. Its advanced geometry enables reduction of cutting forces and ensures smooth machining.
Features- Screw clamping
- Variety of inserts for several applications
- Ramping down ability
- Suitable for various material types
HELIDOHELI-DO-845-SUMO
-
Family of tools for 45° face milling
The square shape insert S845 SX..16 has 8 helical right hand cutting edges, providing high durability, low cutting forces and excellent tool life.
Features- Screw clamping
- Depth of cut up to 7.2mm (0.28")
- Suitable for steel and cast iron
- For roughing and semi finishing application
- Dovetail clamping
SLOTTING
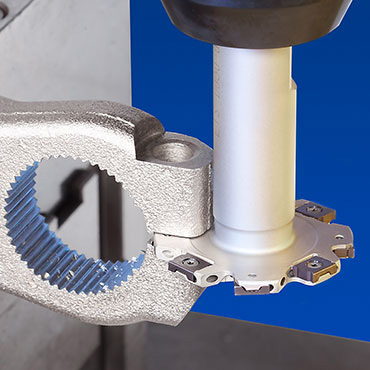
MiniTangSlotMINI-TANG-SLOT
- High-Efficiency Slot Milling Cutters
The MINI-TANGSLOT product line is a range of high-efficiency slot milling cutters with tangentially clamped inserts with 4 cutting edges and a unique insert geometry, which enables very narrow slot widths.
The inserts, in a range of 3 to 8 mm widths, have a chipformer that reduces the cutting forces and chattering and provides high surface quality and long tool life.
Features- Tools in a width range of 3 to 8 mm
- Tangentially clamped
- LNET 08… inserts with 4 edges
- ETS type cutters with internal coolant holes
- Cutters with a shell mill and flange configuration
- Very rigid clamping option
- T-SLOT cutters with a FLEXFIT threaded and MULTI-MASTER connection, for use with various FLEXFIT and MULTI-MASTER standard shanks
- High surface quality
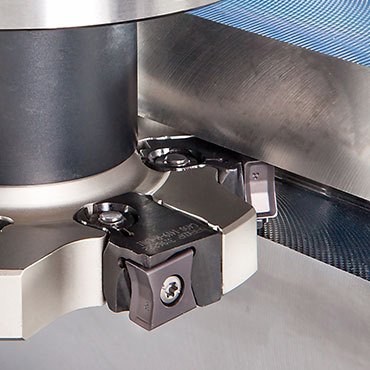
TANGMILL-ADJUSTABLETANG-MILL
- Adjustable Slotting Cutters
TANGMILL and HELITANG adjustable slotting cutters enable a very wide range of slotting widths for many slotting applications.
Features- Wide range of widths (from 14 up to 26 mm w.o.c)
- Soft cut with the positive-shaped inserts
- Including FDN (flanged type) and SDN (disc type) slot milling cutters
- Low power consumption and heat generation

TANGSLOTTANG-SLOT
-
Accurate Grooving
The TANGSLOT product line comprises cutters which are used very successfully in applications which require accurate grooves.
They can be used for parting as well.
Features- 6.0 to 14.6 mm (0.25 – 0.57 ") width range
- The shape of the LNET 12.. insert and the tangential clamping on the cutter results in narrow slotting cutters with a fine pitch
- The positive, rake face chipformer reduces cutting forces and power consumption by 15%-25%. It also directs chips away from cut area, leaving the side surfaces unscratched
- This configuration has less chattering problems and better tool life, using tangential insert type with 4 cutting edges (two right-hand and two left-hand cutting edges)
- LNET 12... inserts are designed for general applications, especially on cast iron and steel
- Including FDN (flanged type) and SDN (disc type) slot milling cutters
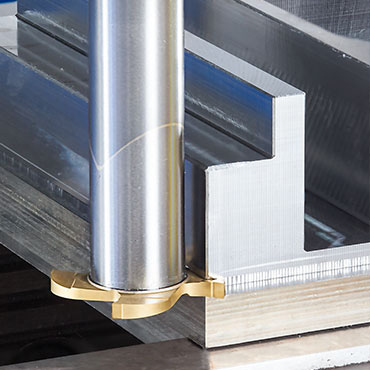
MULTI-MASTERMULTI-MASTER
- Unique Threaded Connection
The MULTI-MASTER's unique threaded connection is widely applied for side milling applications.
MM GRIT line for o-rings and standard widths.
Features- Huge variety of shank lengths and shank materials
- Unique widths and diameters for circle clips according to DIN471/472 and ANSI B27.7M
- Recommended line for o-rings and retaining rings
- Unique lines for tube sheets of heat exchangers
- Round, straight and chamfered slot shapes
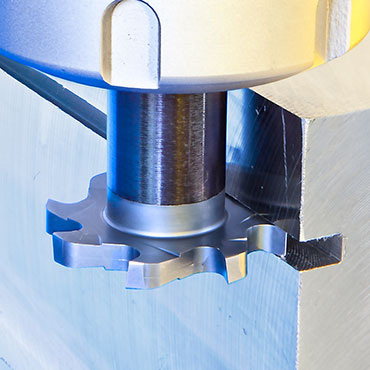
T-SLOTT-SLOT
- Interchangeable Solid Carbide T-SLOT Milling Heads for Slotting Applications
The cutters consist of interchangeable solid carbide T-SLOT milling heads and cylindrical shanks assembled by means of a unique spline connection.
The spline connection is used to transmit the torque in the best way, ensuring very durable assembly to withstand considerable cutting forces during slot milling and bending forces caused by long reach overhang.
The spline connection designation is SP… where the no. indicates the connection size.
The general duty cutting geometry of the heads is suited for efficient slot milling on a wide spectrum of workpiece materials for maximum depth of cut.
Features- Wide range of 32 mm (1.25 ") ,40 mm (1.5 ") and 50 mm diameter solid carbide milling heads with 8 ,10 and 12 effective teeth and width range of 1 -12 mm (0.046 – 0.375 ")
- The solid heads are clamped onto the shanks with a central screw
- Steel and solid carbide shanks with different lengths
- SD Cab - Adapter for connecting SD T-SLOT heads with MULTI-MASTER shanks
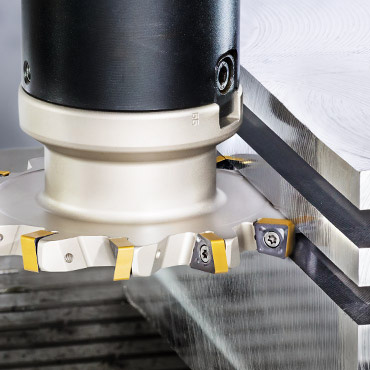
HELI-SLOT
- Efficient full slot milling cutters carrying square inserts with 8 cutting edges
HELISLOT is a family of full slot milling cutters with square inserts that provide an effective and economical solution for machining slots and grooves. These cutters carry XNMU … inserts with a unique configuration.
The robust square double-sided insert features 8 (4 right-hand and 4 left-hand) helical cutting edges and a unique twisted upper and bottom surface. The inserts, when clamped on the insert’s staggered teeth formation with alternating axial rakes, contribute to very stable cutting even under high chip loads. The twisted positive rakes create a smooth cutting action.
Due to the staggered teeth formation, positive rake, and rigid insert clamping the cutters assure high performance, reliability, and productivity.
The unique XNMU .. inserts are the original concept of double-sided inserts with 4 right-hand and 4 left-hand helical cutting edges for slot milling cutters. These inserts are made of SUMOTEC carbide grades, designed for milling alloy steel, ferritic and martensitic stainless steel, and cast-iron.
Features:- Durable insert with 8 cutting edges.
- Staggered teeth with positive rakes.
- Rigid insert clamping.
- Bent shaped and quad hole for accurate positioning.
Slitting

TANG-SLIT
- Very Rigid Clamping Design,
Increased Pocket Life
TGSF Slitting Cutters with TANG-GRIP Tangentially Clamped Inserts
Features- Very rigid clamping design, increased pocket life, in comparison to any former SELF-GRIP clamping system
- Excellent part straightness and surface finish
- Very rigid cutter, resulting in fewer vibrations during cutting, which are especially prominent with large cutter diameters
- No problem of inserts being pulled out due to centrifugal force, therefore can be used at high RPM, suitable also for machining aluminum
- Very accurate grooving dimensions and repeatability due to long and rigid pocket
- Tangentially oriented pocket enables designing fine pitch cutters
- The same inserts, offering several chipformer options, can be used for both slitting cutters and parting tools

SELF-GRIPSELF-GRIP
- Coarse Pitch Cutters
ISCAR's slitting cutters feature a prismatic-wedged clamping system which has changed the industry's standard. Each cutting insert is manually positioned between the flexible jaws of a SELF-GRIP pocket - no screws or spare parts are required.
The combination of a stopper that limits the insertion of the insert and the flexible jaws precisely and securely position each insert.
Indexing is both easy and fast. A simple lever extractor is used to remove the insert and a plastic hammer aids in indexing. The entire indexing process is possible without removing the cutter from the machine. This eliminates the need to re-position the cutter, resulting in minimal down-time.

SELF-GRIP
- Fine Pitch Cutters
- High tooth density cutters can run at very high table feeds, providing Fast Metal Removal (FMR).
- Successfully competes against brazed and H.S.S. tools (which also feature high tooth density cutters).
- Despite their fine pitch construction, the cutters have relatively large chip gullets which enable machining up to 0.2xD slitting depth.
- Unique product: At this stage no other company offers standard fine pitch slitting cutters with such small indexable inserts.
- Customers who currently use coarse pitch cutters for shallow slitting may improve their productivity by switching to the new SGSA fine pitch cutters.
- Stability: As fine pitch cutters have more teeth engaged simultaneously in the material, they are less susceptible to vibration.

CUT-GRIPCUT-GRIP
- GM Slitting Cutters
Carrying CUT-GRIP Insert
Slitting cutters using CUT-GRIP inserts clamped in a DO-GRIP style pocket.
These cutters should be used with the GIM single-ended inserts (C and J chipformer types) or with GIMY inserts for round bottom grooves. These inserts have no depth restrictions.
The GIP and GIF double-ended inserts can be used for precision grooving and for cutting depth of less than 12 mm. GIPA inserts should be used for machining aluminum.
Recommended carbide grades:
IC328 should be used for tough and interrupted cut applications at low cutting speed and high feed.
IC908 should be used for continuous cutting at medium to high speed and low to medium feed.

CHAM-SLITCHAM-SLIT
- Economical Groove Milling Cutters
with Triple Edged TRI Inserts
TRIB groove milling cutters in a diameter range of 32 to 80 mm, carry economical triple edged groove milling inserts for external and internal grooving up to 5 mm depths. The inserts are precision ground and therefore can be used for producing accurate grooves.
Each insert may be ground to any smaller width size. The insert is clamped into the pocket by a screw.
The available grade is IC908, which is very tough and versatile and can be used on a large variety of workpiece materials.
Features- Very rigid tool with screw clamped inserts, which can be used at high feed rates
- High tooth density: 3 teeth on the 32 mm tool
- In case of a broken insert corner, the tool can still function using the remaining inserts
- A single tool may be used for 1.2 to 4 mm insert width range
- Can be used for precision groove milling
HFM - High Feed Milling
- High Feed Milling refers to milling at very fast feed rates with relatively small depths of cut.
These high feed rates are possible due to a very small approach angle of the cutting edge, in a way which maintains uniform chip thickness.
ISCAR has developed a rich variety of High Feed Milling tools and inserts, which cover a wide range of applications. 
NEO-FEED
- Productivity and Cost-Effectiveness
NEOFEED, a family of milling cutters carrying indexable square double-sided inserts with 8 cutting edges, provides an advantageous tool for productive and cost-efficient rough machining. The cutters are available in two design configurations that differ in tool cutting edge angles:- High feed milling cutters with a 12° cutting edge angle.
- Moderate feed milling cutters with a 22.5° cutting edge angle.
The high feed milling (HFM) cutters are intended for machining with extremely high feed per tooth at shallow depths of cut, while the moderate feed milling cutters are applied when machining up to a twofold depth with lower feed. Moderate feed is less than HFM, but still very common.

LOGIQ-4-FEED
- 4 Cutting Edges
LOGIQ4FEED, a family of indexable cutters for rough machining and high feed milling. These cutters feature narrow "bone-shaped" double-sided inserts with four cutting edges.
LOGIQ4FEED was originally designed for roughing operations, particularly when machining deep cavities mainly in the die and mold and aerospace industries. Later, LOGIQ4FEED expanded its application range to other industrial sectors.
Each "bone- shaped" insert has a minor cutting edge for improved cutting action in ramp-down milling.

HELI-DO-600-UPFEED
- 6 Cutting Corners
The HELIDO 600 UPFEED product line features fast feed and medium feed cutters with inserts that have 6 cutting corners.
Features- Screw clamped
- High and medium feed
- MF, medium feed for higher depths of cut but slower feeds
- For roughing applications
- Rampdown capability

HELI-DO-1200-UPFEED
- 12 Cutting Edges
The HELIDO UPFEED moderate feed milling cutters MF FHX D…-R06 are intended for productive milling of plane surfaces (face milling) and feature the ability to machine near straight wall shoulders.
The milling cutters carry the H1200 HXCU 0606 double-sided hexagonal inserts with 12 cutting edges and provide the customer an effective and economical solution with an attractive cost per edge. The H1200 HXCU 0606 inserts, produced from ISCAR’s latest SUMO TEC carbide grades, ensure high productivity.
Features- 34˚ lead angle for high feed
- Strong, dovetail insert clamping
- Coolant holes directed to each cutting edge
- Inserts with 12 cutting edges
- Two insert types for milling of a wide range of engineering materials:
- TR for steel and cast iron
- HPR for austenitic and duplex stainless steels and high temperature alloys

MILL-4-FEED
- Square Single-Sided Inserts
MILL4FEED is a family of fast feed milling tools that carry FFQ4 SOMT square single-sided indexable inserts with 4 cutting edges.
The tools are available in the following configurations:
FFQ4 - endmills in 22-35 mm (.87"-1.5") diameters.
FFQ4-M - interchangeable milling heads with FLEXFIT adaptation in 22- 42 mm (.87"-1.65") diameters.
FFQ4 - shell mills in 40-160 mm (1.5"-6.0") diameters.
The family is intended for productive rough milling of various materials in different industries such as die & mold, aerospace and automotive, and in general engineering.
MULTI-MASTER

MULTI-MASTER Ø32 mm Heads
- ISCAR's new MULTI-MASTER interchangeable endmill heads with a 32 mm diameter.
Features:- The new heads utilize advantageous CHATTERFREE geometry and feature a variable helix and an unequal tooth pitch.
- The heads are intended for a wide spectrum of operations, providing stable cutting at high material removal rates (MRR) both in rough and finish milling.
- The material used is TiAlN PVD coated carbide grade IC908 with a submicron substrate.

MULTI-MASTER Barrel Shaped Heads
- MULTI-MASTER precise barrel-shaped milling heads feature a cutting edge segment of a large diameter arc. As the cutting edge shape of these heads is reminiscent of a barrel profile, the heads are often referred to as a "barrel milling head".
There are several types of barrel heads. The typical ones are the lens type with a barrel-profile face and an oval type with a barrel-shaped periphery.
Barrel-shaped heads are intended for finishing and semi-finishing of 3D surfaces with low stock removal, mainly on 5-axis machine tools.
Features:- Reduces the number of cuts, thus diminishing the process time.
- Ensures a much smoother surface.
- The large radius geometry in the cutting zone increases the axial depth of cut for the oval heads and the radial depth of cut for the lens head, thus significantly improving the surface finish, and decreasing the number of passes when compared with machining with ball-nose or toroidal tools.
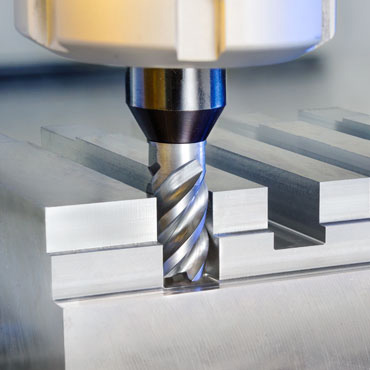
MULTI-MASTER Long Flute Milling Heads
- SCAR introduces new MULTI-MASTER milling heads with 1.5xD long flutes.
Following long experience with MULTI-MASTER milling heads, ISCAR is expanding their application range by increasing the depth of cut vs. tool diameter ratio from the current 0.7xD to 1.5xD.
The new milling heads have been designed for shoulder roughing, semi-finishing and finishing applications with ramping down capability.
The new milling heads are available in .312-1.00” diameter range.
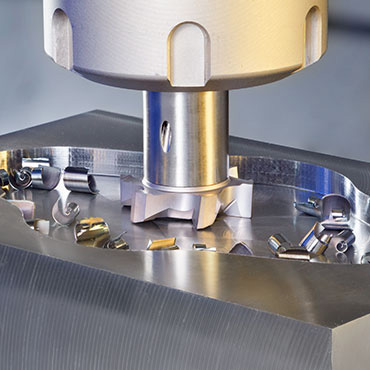
MULTI-MASTER Face Milling Heads
- The new MM FM MULTI-MASTER solid carbide face milling heads have been designed for face and shoulder milling in narrow and confined areas, as well as on small milling machines or mill-turn machine tools.
MM FM milling heads are available in 12 to 25 mm diameters, featuring 6 flutes and 3.6 to 7.5 maximum milling depths.
Advantages- High tooth density, enabling very fast table feed
- Can be used with all MULTI-MASTER adaptation options
- Excellent surface finish
- Less expensive when compared to solid carbide endmills

5 MULTI-MASTER Engraving Milling Heads
- Single-Flute MULTI-MASTER Engraving Tool Head
ISCAR is expanding the application range of the MULTI-MASTER line by adding an engraving tool head. The new, single-flute head features a 90/60° point angle and 0.2 mm radius, and can mill shallow V-grooves used mainly for engraving text or sketches on metal parts.
The MM EPG is made from the versatile grade IC 908.
A T05 threaded connection enables it to be mounted on a wide variety of MULTI-MASTER standard shanks.
Features- No need to reset the tool length after indexing
- High speed and feed capability on a wide range of materials
- Long tool life

6 MULTI-MASTER Heads For Circlip Grooves
- New interchangeable solid carbide milling heads for circlip grooves according to DIN 471/472 and ANSI B27.7M standard circlip sizes.
ISCAR is introducing new MM TS…C… groove milling heads for grooving width range of 1.18 to 3.25. They have been designed to produce the required width, bottom corner radii and upper chamfers according to DIN 471/472 and ANSI B27.7M standard circlip sizes.
The new groove milling heads are available in 12.7 mm diameter with T05 thread size and 22.5 mm diameter with T08 MULTI-MASTER thread size. Both sizes feature 6 teeth and are made from the tough PVD coated grade IC928: a combination that enables very high production performance.

7 MULTI-MASTER Heads For Dovetail Operations
- SCAR is adding new items to the current families and introduces a new family of dovetail and back chamfering geometry.
MM GRIT 28K-45A IC528
A 27.7 mm diameter, 45°chamfering head has been added to the existing 18 and 22 mm diameters. The new interchangeable solid carbide chamfering head was designed for larger chamfer sizes, or when there are no width or diameter limitations, and therefore higher stability and higher machining rates can be obtained.
Toolholding
Chucking System

BAYO-T-REAMCAM-FIX
- Female Modular System
ISCAR offers integral adapters with CAMFIX female connection (ISO 26623-2 standard) on one side and the following shank types on the other side: HSK, DIN69871, BT and CATERPILLAR, as well as a range of male-female CAMFIX extensions and reducers.
The CAMFIX female connection adapters enable the use of CAMFIX modular systems on machine tools with different spindle connections to achieve the maximum rigidity and stiffness provided by the CAMFIX (ISO 26623-1/2 standard) coupling.
The CAMFIX system features high accuracy, excellent rigidity against bending forces, stability and high torque transfer. This is achieved due to the polygonal cone and face contact.
The adapters enable assembling long reach tools with the most strong and stable connection.

MAX-IN
- Heavy Duty Clamping
With the MAXIN tool, only a small tightening torque compresses the frontal nose, providing an extremely high gripping force.
It is designed for roughing and finishing applications in milling where high torque transmission, maximum accuracy, compactness and easy operation are required.
Features- Clamping nut is not threaded (as in ER collet chucks)
- Designed for direct chucking of the tool shank (no need for intermediate collet) for maximum gripping force
- Sealed nut construction
- No axial drawback of the tool shank as chuck is tightened
- Thick wall construction to withstand greater side loading forces

CAM-FIXCAM-FIX
- Toolholders with CAMFIX Adaptation
ISCAR provides CAMFIX stationary toolholders for lathes and multi-tasking machines and CAMFIX rotating toolholders for endmills, shell mills, and face mills.
CAMFIX is fully compatible with the ISO 26623-1 standard.
ISCAR also offers turning tools with integral CAMFIX shanks in C4, C5, and C6 sizes.

HYDRO-FITHYDRO-FIT
- HYDRAULIC CHUCKS with HSK A and CAT Tapered Shanks
ISCAR-ETM is expanding its toolholder clamping options by adding hydraulic chucks. These new chucks range from 1/4 - 11/4”. This type of chucking system was designed for rotating applications.
Main Applications- Fine and accurate machining
- Reaming
- Drilling
- Finish milling

TOOLING
- Holders with Internal Coolant Holes
Due to a growing demand from various industries and since there are many face mills with coolant holes available in the market, ISCAR expanded the range of holders for face milling cutters with coolant holes by adding internal coolant DIN69871 40 & 50 and BT 40 & 50 holders.
The shell mill holders enable coolant flow to reach each insert directly, to efficiently cool the cutting zone. This is a much more efficient method than external coolant flow. It extends tool life and improves performance in various milling applications.
Advantages- Prolonged insert life (especially when milling titanium and aluminum)
- Symmetrical design – may be used at high RPM
- New heavy duty driving keys for higher torque transfer
- Dramatically improved chip evacuation
- Improved surface finish
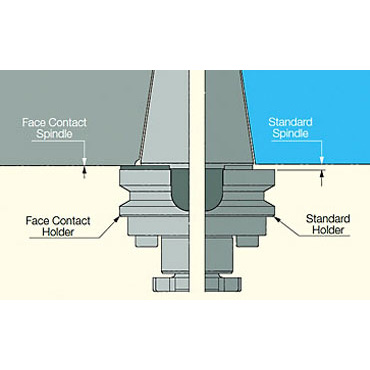
TOOLING
- Long Tapered Shanks with Face Contact
Main features- High rigidity
- Enables cutting edge repeatability within 0.002 mm
- Eliminates axial movement caused by centrifugal forces at high RPM and increased high temperatures
- Excellent performance in heavy load conditions or long overhang applications
- Improved cutting tools and machine spindle duration

CAM-FIXCAM-FIX
- CAMFIX Toolholders for Turning Tools
CAMFIX stationary toolholders for lathes and multi-tasking machines.- C6 ABB... - for boring bars with reduction sleeves for smaller diameters.
- C6 ASHR/L... holders for square shank tools.

EXCHANGEABLE-HEADSEXCHANGEABLE HEADS
- with HSK A100WH Shanks
These toolholders are for square shank tools and boring bars.
Shank size HSK A100WH (ISO 12164-3T) is used on large spindle machines for large shank and bar sizes.
ISCAR has added a larger, 50 mm boring bar size holder and a set of optional reduction sleeves for these holders.
Straight Shank
GTI ER Tapping Attachment
-
Tension and compression type for CNC milling machines and lathes with reversing motors and rigid tapping.
Features
- Compensates for machine feed and tap pitch variance
- Floating mechanism compensates for misalignment between tap and workpiece
- Practical and efficient tap holding by the ER spring collet without using jaw drivers
- Compact design for minimal clearance application
- Heavy duty design for high torque drive, ensures the same accuracy as the tap itself
- Right- and left-hand tapping
ITSBORE

TOOLING
- Anti-Vibration Holders and Adapters
A range of anti-vibration components is available from ISCAR.
Included is an extension of the existing boring bar "IHAXF…AVI" heavy metal, "IHAXF… E" carbide shank dampening holders and long projection "RE…AVI" reducer line.
The advantages of ISCAR's anti-vibration components include improved accuracy, surface finish and tool life and the ability to bore deeper applications, thereby improving productivity.

ITS-BORE
- Modular System
for Disk Type Cutters
The new holder has 2 coolant holes and was designed for SDN slot milling cutters with a 60 mm mounting hole diameter and driving key to transmit the cutting torque.
It can be used on any standard ITSBORE MB80 shank, which offers a very rigid clamping system with several adaptation and length options.
The universal adapter enables using various width of slotting cutters by applying spacer rings. The new holder can be used for high load applications, which offers a standard solution instead of the currently used special adaptations.
Clamping Systems
- Text

CLICK-IN
- Provides Maximum Rigidity
The CLICKIN system utilizes both the taper and the tool face to provide maximum rigidity.
The system can be used to connect a SHRINKIN toolholder with a mounted tool to a large taper shank holder for mounting on the machine.
The CLICKIN system uses a combination of the taper and face contact for high precision runout and high rigidity, yet provides quick and easy clamping. This is an ideal clamping concept for high speed machining.
For clamping, the taper shank and holder connect in a quick half-turn. There is no thermal shock on the holder taper. The system is available in a variety of diameters and lengths as well as specially tailored, to eliminate the need for any extension chucks - and it functions without any spare parts.
This CLICKIN system may also be used with a solid carbide tool mounted in SHRINKIN

FLEX-FIT
- Machining in Deep Cavities
This unique adapter system expands the application range of ISCAR endmills and its HELIBALL line. The tools are especially useful for applications that require machining in deep cavities, such as in the Die and Mold industries.
FLEXFIT is designed for all HELIBALL CR and CRF inserts.- CR inserts include the range of 8 to 25 mm (.315 to .984").
- CRF inserts have a range of 12 to 25 mm (.472 to .984").
This system facilitates machining with large overhang yet is economical, as one head can be used with a combination of shank options. Additionally, its CDP heads can be mounted on both metric and inch tool combinations and its milling heads can carry the respective size of both metric and inch inserts.
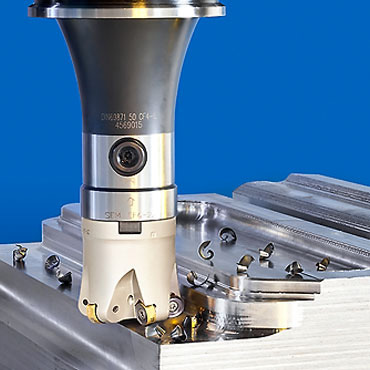
CLICK-FIT
- Modular system CF-4
The CLICKFIT clamping system integrates a clamping screw that pushes the shank of the tool through a narrowed opening, which forces elastic deformation of the steel holder and face contact.
As the steel contracts around the tool, contact is made around slightly more than a full 180°.
This results in rigidity that is comparable to a solid part.
Integral Shrink Chucks

Integral ShrinkinSHRINK-IN
- Integral Thermal SHRINKIN Chucks with Standard Taper Adaptation
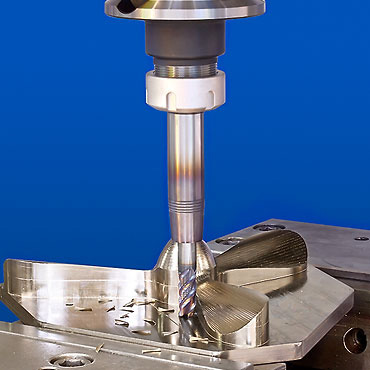
Integral ShrinkinSHRINK-IN
- Slim Design with a 4.0° Nose Angle

Integral Shrinkin ThermalSHRINK-IN
- Rigid Clamping of Solid Carbide End Mills
SPINJET
- 20K, 30K, 40K RPM for Small Diameter Tools
The new SPINJET spindles have been developed for use when high RPM is required for small diameter tools on limited RPM machines. The new spindles are for semi-finish and finish machining applications such as milling, drilling and grinding.
The system utilizes the machine tool’s existing coolant supply, driven by a high pressure pump (minimum 20 bars) as an energy source to rotate a turbine up to 40,000 RPM.
SPINJET is not intended to replace the machine’s spindle, but rather to upgrade the existing machine, providing improved performance, faster machining, better surface quality and extended tool life. SPINJET Coolant-Driven HSM Spindles
-
Advantages
- Reduced machining time - High table speed, thus faster machining due to high rotation speed
- High efficiency - Up to 65% increased productivity compared to machining with the original machine with low RPM spindle
- Energy saving - The machine spindle is idle while the SPINJET is in operation
- High precision - Excellent surface quality due to optimized machining conditions
- Plug & play – Easy installation on existing machines with no adaptation required
- Extended tool life – As a result of optimal cutting conditions and strong coolant jet flow
GRADES
- ISCAR’s innovative and proven grades for a variety of applications include:
PVD coated IC882 for hard machining conditions
CVD coated IC5820 for milling with pinpointed high-pressure coolant supply- Chocolate-color carbide grades for cutting titanium, high-temperature alloys, and stainless steel
- Post coating treatment ensures increased resistance to chipping, notch wear, and built-up edge formation, for longer tool life
IC5500 with multi-layer CVD coating and post-coating treatment- Prolongs tool life in hole making operations
- Applications for some milling applications, e.g. round inserts in cutters for machining 3D surfaces such as blades in turbomachinery
PVD coated carbide IC806- Designed especially for turning high-temperature superalloys
- Special applications in the aerospace industry
PVD coated carbide IC1010 and IC1030 for inserts from the TANG-GRIP and DO-GRIP families, for machining stainless steel and steel:- IC1010 is a hard submicron grade for parting and grooving with high cutting speeds
- IC1030 is a tough grade for interrupted cut and unstable machining conditions
SUMOTEC grades for rough and heavy duty turning operations feature a special post-coating treatment for better tool life and reliability:- Improved toughness and chipping resistance
- Reduced friction and built-up edge
- Golden-colored flank facilitates wear detection
Insert Wear Problems and Solutions

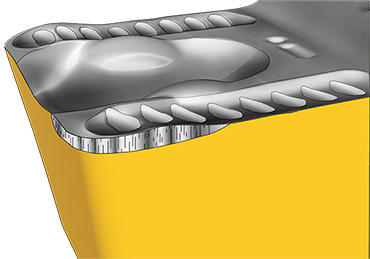
GROOVE-TURN & PARTING
-
Cause
- High cutting speed
- Low wear resistance carbide grade
Remedy- Reduce cutting speed
- Use harder grade
- Increase coolant pressure
- Adjust center height position

ISO TURN
-
Cause
- High cutting speed
- Low wear resistance carbide grade
Remedy- Use harder cutting tool material
- Reduce cutting speed
- Increase coolant preesure and check coolant direction
- For work-hardening materials, select a smaller entry angle
- Reduce the cutting speed when machining heat resistant materials

THREADING
-
Cause
- Excessive heat in cutting zone
- Wrong grade
- Inadequate coolant supply
- Depth of cut too large
- Cutting speed too high
- Nose radius too small
Remedy- Reduce RPM/reduce depth of cut/check turned dia.
- Use coated grade/use harder grade
- Apply coolant
- Reduce depth of cut /increase no. of passes
- Reduce cutting speed
- If possible use insert with larger radius
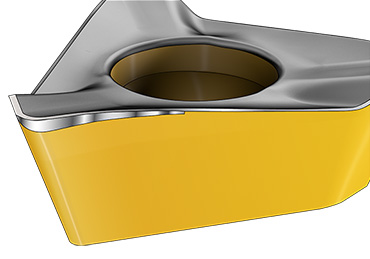
MILLING
-
Cause
- High cutting speed
- Low wear resistance carbide grade
Remedy- Reduce cutting speed
- Use a more wear- resistant cutting tool material grade
- Select a more wear resistant grade
- For work-hardening materials, select a smaller entry angle
- Reduce the cutting speed when machining heat resistant materials
HOLE MAKING
-
Cause
- High cutting speed
- Low wear resistance carbide grade
Remedy- Check that the correct geometry is used
- Increase coolant pressure
- Change to harder grade
- Increase oil concentration percentage
- Reduce cutting speed.*** increase feed

