- Offer Profile
-
The impact made by JUNKER on the world of grinding technology since 1962 is practically unrivaled. With over 80 patents, many of them ground-breaking inventions, JUNKER is a complete supplier with an unbeaten track record in innovation.
From crankshafts to thread taps – JUNKER high-speed grinding machines are found wherever ultra-precise metalworking and customized grinding concepts are called for, particularly in the automotive and tool industry.
The in-depth dialog JUNKER enjoys with discerning customers is due to its unique problem-solving expertise, making the company the world market leader in CBN grinding and a pacemaker for the industry as a whole.
JUNKER grinding machines

Cylindrical grinding machines

-
The large range of cylindrical grinding machine models from JUNKER and ZEMA offers the ideal solution for every requirement. Whether it is a highly flexible grinding machine for prototype construction, small-scale production, or a fully automated production machine for 3-shift operation throughout the entire year, the JUNKER Group develops machines to suit every need.
Complete grinding of a variety of workpieces in a single clamping set-up results in numerous advantages, both in terms of cycle time and handling effort. An array of configuration options prepares every machine-- from the standard model to the highly customized -- for the task at hand. Additional measurement systems, full automation and connection to existing lines and systems result in custom grinding solutions. All machines offer JUNKER’s usual quality features such as the sophisticated operating concept and extremely stable machine bed. Cylindrical grinding machines from JUNKER and ZEMA are also highly adaptable even after installation: They can be retooled to carry out other tasks at any time and are ready for digital networking.
Not only do JUNKER and ZEMA cylindrical grinding machines master all fundamental grinding processes such as longitudinal, plunge-cut and angular plunge-cut grinding, they also handle more complex processes such as profile, screw, thread and plane surface grinding. External and internal grinding processes are also possible and can be combined. Typical workpieces machined on cylindrical grinding machines include all kinds of shafts and bolts, such as gear, turbocharger and rotor shafts. The cylindrical grinding machines from JUNKER and ZEMA are ideal for prototype, small, and large scale production.


JUMAT - Cylindrical grinding machines
-
Versatile in every regard
Quality, productivity, availability – the JUMAT external and internal cylindrical grinding machine leaves nothing to be desired. Various sizes and a large number of wheelhead versions offer unrivaled versatility. Paired with the concentrated expertise of JUNKER, each machine is specially matched to the customer‘s requirements.
Highlights
- High dimensional accuracy thanks to various measuring systems
- Long tool life through use of CBN or diamond grinding wheels
- Versatility due to a large number of wheelhead versions
- Minimized undulations due to grinding wheel balancing on two levels
- Fast changeover through patented 3-point mounting interface
Grinding process descriptions
EXTERNAL AND INTERNAL GRINDING
The cylindrical grinding machines of the JUMAT series can perform both OD and ID grinding in a single clamping set-up. CBN and diamond grinding wheels enable high-speed grinding, provide for high cutting performance and enable grinding of difficult materials.EXTERNAL CYLINDRICAL GRINDING
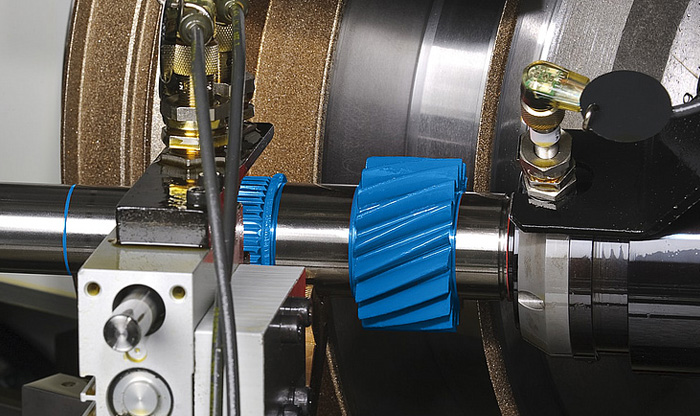
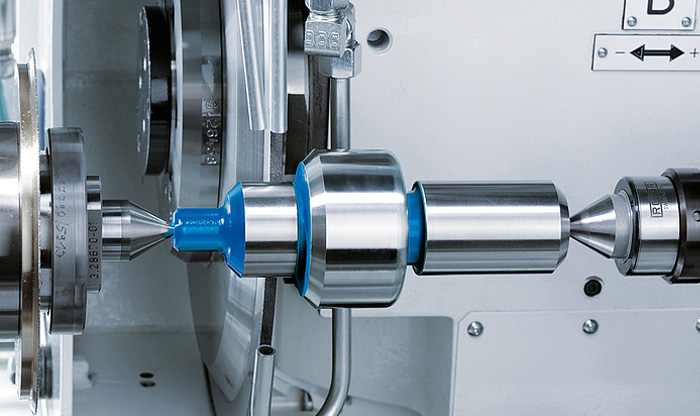
During external cylindrical grinding, the workpieces are clamped between tips or in a collet chuck. To increase productivity, grinding wheel sets are used for some applications. The JUMAT uses the straight and inclined plunge-cut grinding process.With straight plunge-grinding, the cutting and feed movement is carried out radially to the workpiece. The diameters are ground either in one feed or with several feeds and axial twisting.
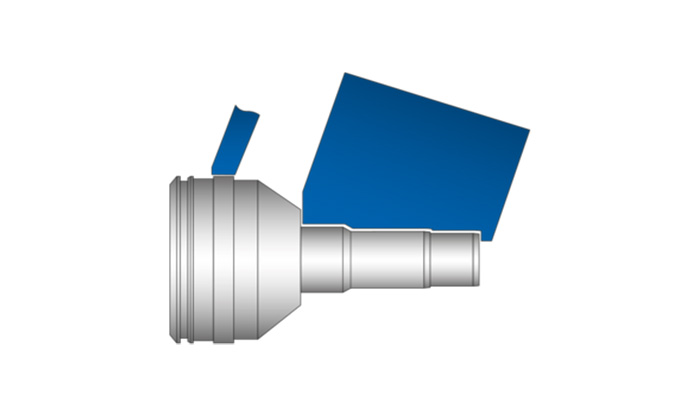
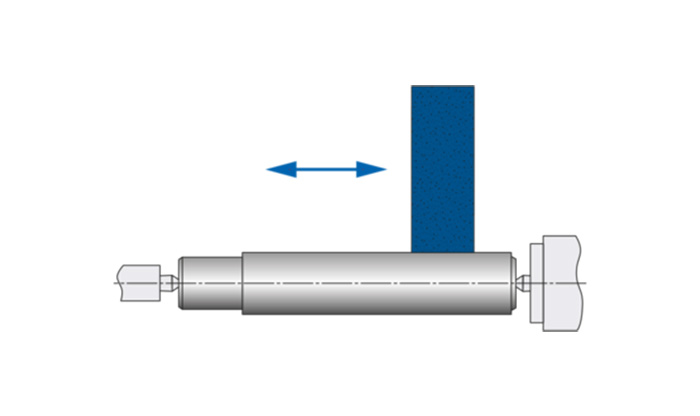
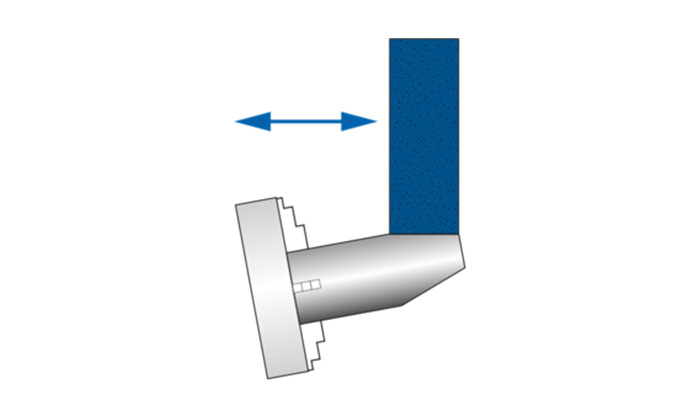
With inclined plunge-cut grinding, the grinding wheel is at an angle and the wheelhead (B-axis) is swiveled. The X and Z-axis interpolate. This makes it possible to grind the diameter and flat surfaces in a single feed.
To grind grooves or to pre-grind threads, a galvanically bonded grinding wheel is usually used.
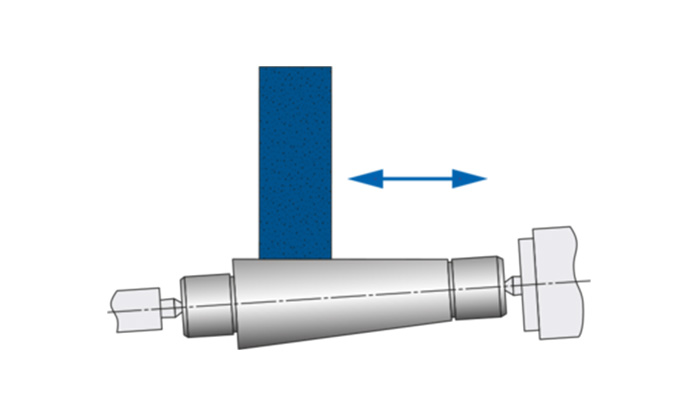
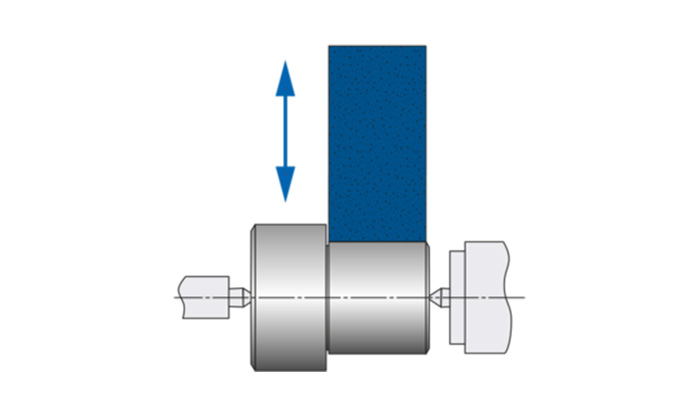
INTERNAL CYLINDRICAL GRINDING
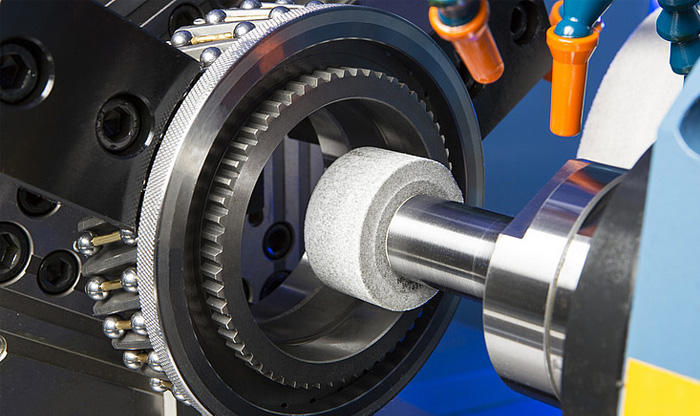
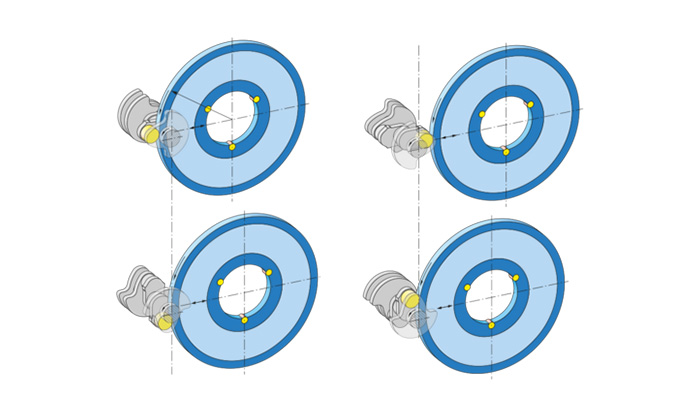
Internal cylindrical grinding enables precise grinding of inside functional surfaces, such as drilled holes, cones or flat surfaces. High-speed grinding spindles are used to achieve the desired cutting speed, despite the smaller grinding wheel diameter.
QUICKPOINT - Cylindrical grinding machines
-
Flexible high-performance grinding machine
High-speed grinding with QUICKPOINT combines JUNKER precision with maximum flexibility. QUICKPOINT ma-chines can be used for a wide range of applications, and at the same time boast impressive productivity. The result: versatility and excellent workpiece quality.
Highlights
- High-speed grinding with sophisticated CBN/diamond grinding technology
- Excellent part quality with one-time clamping of workpieces
- Maximum availability with fully automated grinding process
- Fast grinding speed with thorough coolant penetration of active grinding zone
- Fast re-tooling with highly flexible machine concept
Grinding process descriptions
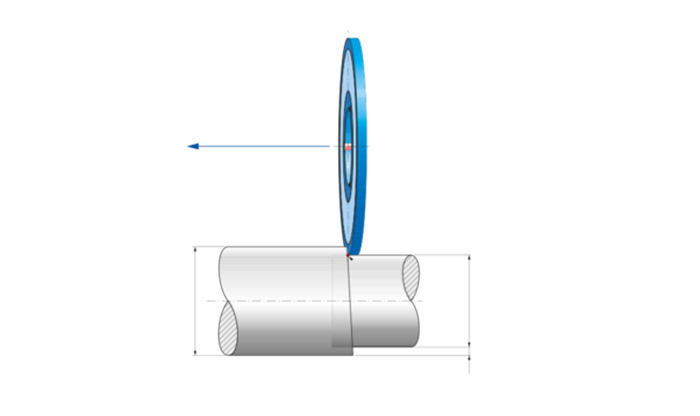
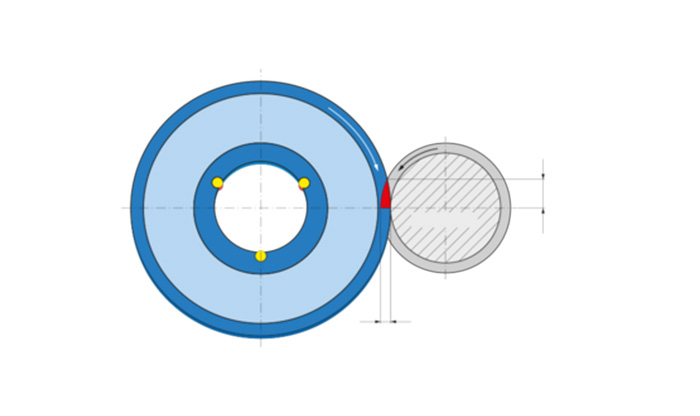
THE QUICKPOINT PRINCIPLE
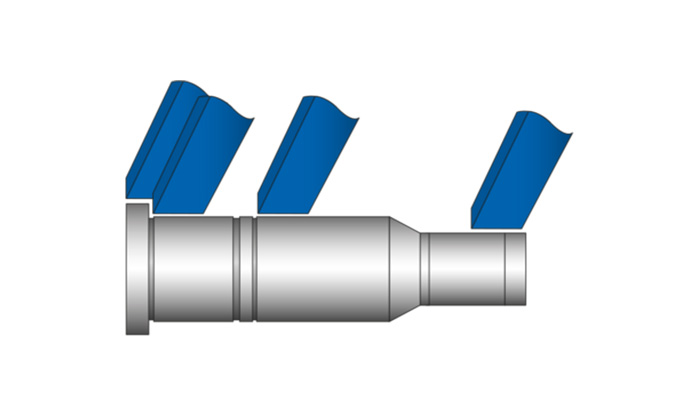
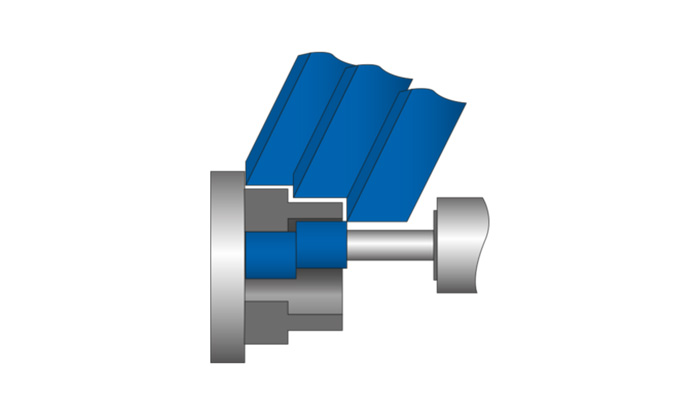
Grinding with QUICKPOINT is OD high-speed grinding using single-point contact in the finish grinding area. QUICKPOINT works with an extremely low-wear CBN or diamond wheel just a few millimeters wide. By creating a relief angle, the contact zone between wheel and workpiece is reduced from a contact line to a contact point.QUICKPOINT standard operations are shoulders, tapers, chamfers and plunge cuts. In addition, flute and thread grinding, as well as polygonal and surface grinding can also be integrated.

NUMERIKA - Cylindrical grinding machines
-
First-Class Shaft Grinding
Versatile, rugged, long-life – the cylindrical grinding machines of the NUMERIKA series meet any requirements for the series production of a broad range of workpieces; in the largest version up to a length of 3.70 m. A torsion-resistant machine bed, hydrostatic guides and grinding spindles mounted on rolling or hydrostatic bearings provide for perfect grinding results. The user-friendly control system offers all required input screens for grinding with corundum.
Highlights
- Precise grinding with corundum
- High productivity through short cycle time
- Flexibility when grinding workpiece families
- Automatic loading and unloading systems adapted to customer requirements
- High degree of automation for integration in production lines
- In-process and/or post-process measurement
- Recording of error messages
- Rugged machine bed with full-protection hood
- CNC control system with user-friendly interface

FLEXA - Cylindrical grinding machines
-
OD/ID grinding
The versatile grinding machines of the FLEXA series are ideal for the flexible processing of different grinding assignments on a single workpiece. The FLEXA is capable of the ultra-precise execution of up to three grinding assignments with minimal retooling time. Whether internal or external grinding and even thread grinding, its modular design makes this conventional, robust grinding machine ideal for small and medium-sized production runs.
Highlights
- Precise grinding with corundum
- Flexibility with external and internal grinding spindles
- Rugged machine bed with full-protection hood
- Hydrostatic guide of X and Z-axis
- CNC control system with user-friendly interfacee


JUCENTRIC - Cylindrical grinding machines
-
Center-type cylindrical grinding
The JUCENTRIC 500 is characterized by extremely short cycle times and outstanding accuracy. The clamping set-up between centers retains the relation to the centerline when grinding shafts and pipes. At the same time, the support rail and regulating wheel guarantee perfect support.
Highlights
- Relation to centerline with clamping set-up between centers
- High dimensional accuracy thanks to support by regulating wheel and support rail with patented CNC height adjustment
- Shortest cycle times through simultaneous grinding of all diameters
- Minimized undulations with grinding wheel balancing on two planes
- Extremely low running noise due to grinding spindle with direct drive
Grinding process descriptions
The workpiece is positioned and clamped between centers. Grinding is carried out while clamped; the CNC-controlled support rail, the regulating wheel and the grinding wheel are evenly readjusted until the finished dimension is reached. This unique, ingenious procedure is currently patent pending.
Driving is carried out via a driver on the C-axis of the workhead. Upon the completion of grinding, the grinding gap opens and the workpiece is removed.
KARGO - Cylindrical grinding machines
-
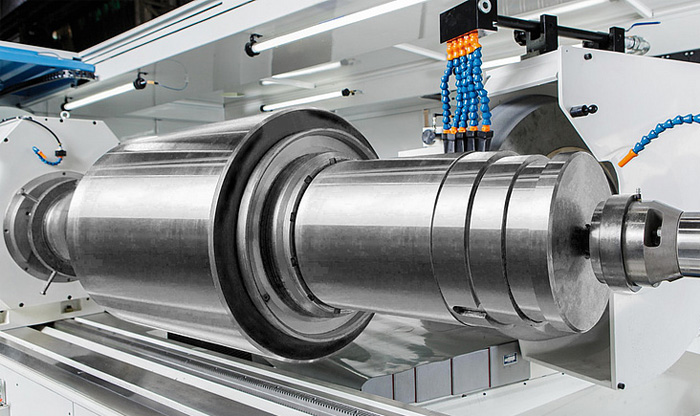
Heavy shafts easily ground
Up to 4.5 meters long and weighing several tons – the KARGO series tirelessly masters grinding shafts of this size. The various sizes and wheelhead versions make this machine ideal for grinding external and internal diameters as well as faces, threads, and tapers on heavy workpieces.
Highlights
- Precise grinding with cor undum
- Designed for heavy and long workpieces
- Robust machine bed with full-pr otection hood
- CNC contr ol system with user-friendly interface
- High dimensional accuracy thanks to various measuring systems
- Recording of er ror messages
- Display of the maintenance intervals
- High flexibility due to several wheelhead versions


Lean Selection shaft - Cylindrical grinding machines
-
Functional and economical
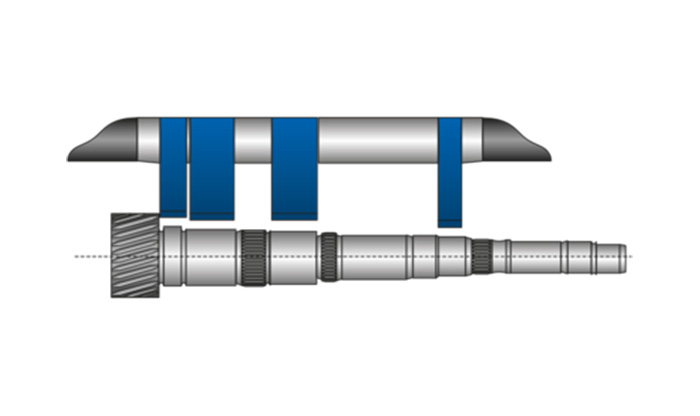
The Lean Selection shaft is an economical machine concept for grinding flutes and flat surfaces and for diameter machining with multiple grinding wheels. It grinds in combined operations in straight and/or in angled infeed operations.
Highlights
- Rough and finish grinding in a single clamping set-up, saving time and increasing accuracy.
- High rate of utilization thanks to CBN abrasive and oil (optionally emulsion) as a coolant.
- Proven CBN grinding technology with cutting speeds of up to 140 m/s and high feed rates, resulting in short cycle times.
- JUNKER 3-point mounting interface for fast changeover and excellent grinding wheel concentricity.
- HF high-power grinding spindle (42 kW drive capacity) is extremely low-maintenance thanks to lifetime lubrication and air seal.
- Ergonomical machine concept with automatic or manual loading from above.
- Sophisticated, high-performance, user-friendly CNC controls.
- The work piece program can be created directly at the controller or at an external programming station.
- High dimensional accuracy due to in-process measurement.


Lean Selection speed - Cylindrical grinding machines
-
Cylindrical grinding with speed
The Lean Selection speed is an extremely efficient high-speed grinding machine, perfect for grinding small and medium-sized production series in single or multiple-shift operation. When it comes to grinding shaft-type parts, including blanks for cutting tools, the Lean Selection speed is a very cost-efficient solution and is both highly flexible and efficient.
Highlights
- CBN and/or diamond grinding wheels
- Peripheral speed of up to 140 m/s
- High stock removal capacity
- Fast retooling
- High rate of availability
- Minimal non-productive times
- Rigid machine base design
- Easy to operate
- Sophisticated automation concepts
- Comprehensive service package


EJ - Cylindrical grinding machines
-
Production grinding in a wide range of Dimensions
The EJ series offers economical solutions for OD cylindrical grinding and external angular plunge grinding. The machines can be equipped with either CBN abrasives for high-speed grinding or corundum grinding wheels. Their areas of application range from the automotive manufacturing and supply industry to the mechanical engineering and electrical industries.
Highlights
- Highest processing quality and yield
- Low secondary
- Easy handling
- Quick conversion
- Low surface requirements
Non-cylindrical grinding machines

-
JUNKER non-cylindrical grinding machines are based on revolutionary design principles and are equipped with state-of-the-art technology. The flexible and efficient machine concepts result in top quality and highly productive machining in the shortest possible time frame.
Each machine employs ingenious measurement systems before, during and after the grinding process. In particular, the machine incorporates the data acquired from in-process measurements into the grinding process in real time, so the machine only produces good parts. Even the smallest deviation in the measured values can be analyzed and corrected immediately. The grinding machines have high static and thermal stability and always output the best workpiece quality, even during continuous operation. Integrated cooling systems and versatile clamping, drive and support options provide the necessary fundamental conditions for producing perfect grinding results at all times. Flexible connection to automation systems or effortless integration in production lines is just as simple as operation and maintenance.
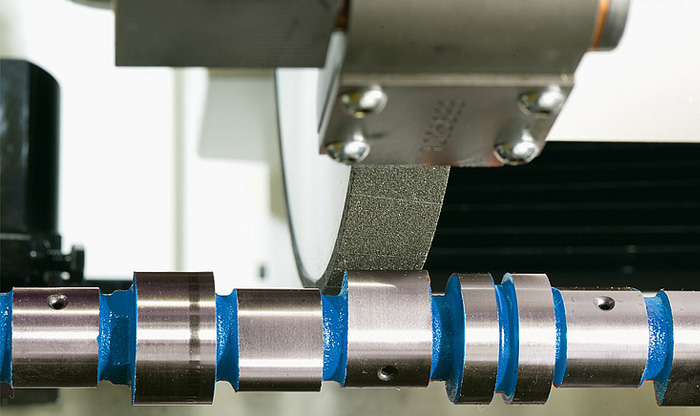
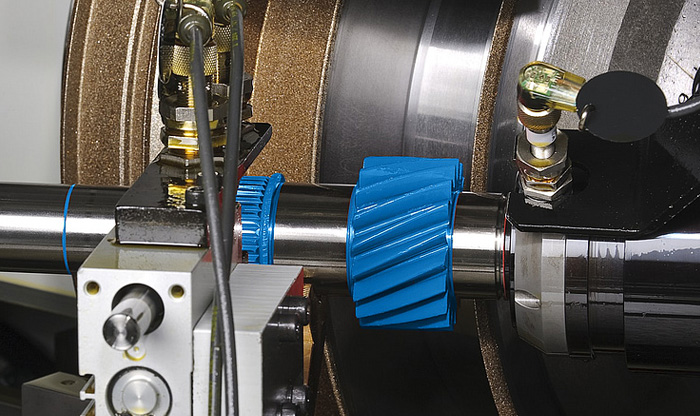
When performing oscillation grinding, the non-cylindrical machines can grind even complex workpiece geometries in a single clamping set-up. Complete non-cylindrical and cylindrical machining reduces downtimes and improves all qualities. Automatic changeover enables flexible use within complex workpiece families. Typical applications include grinding crankshafts or camshafts as well as cam pieces of various different sizes. Each machine can grind all non-rotationally symmetric geometries, both for external and internal machining. JUNKER grinding machines are suitable both for large-scale and prototype production.

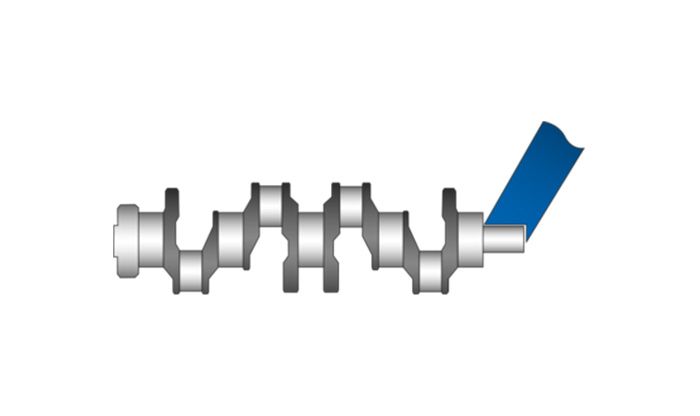
JUCRANK - Non-cylindrical grinding machines
-
Precise in a single set-up
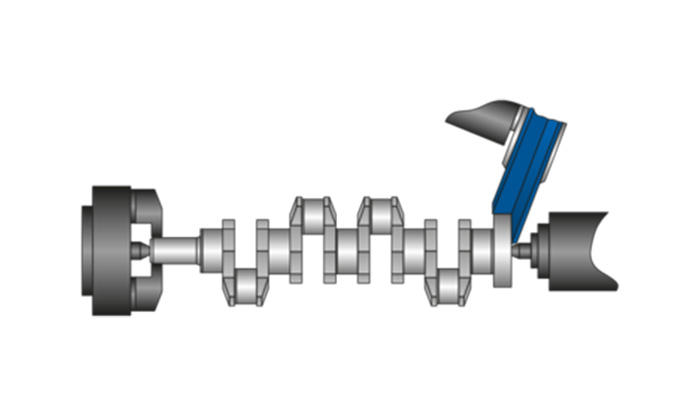
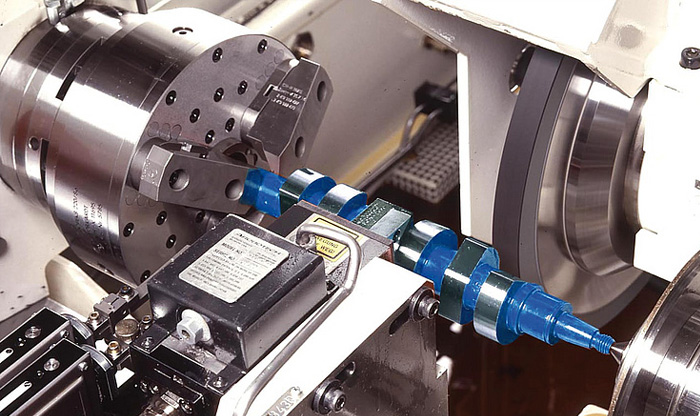
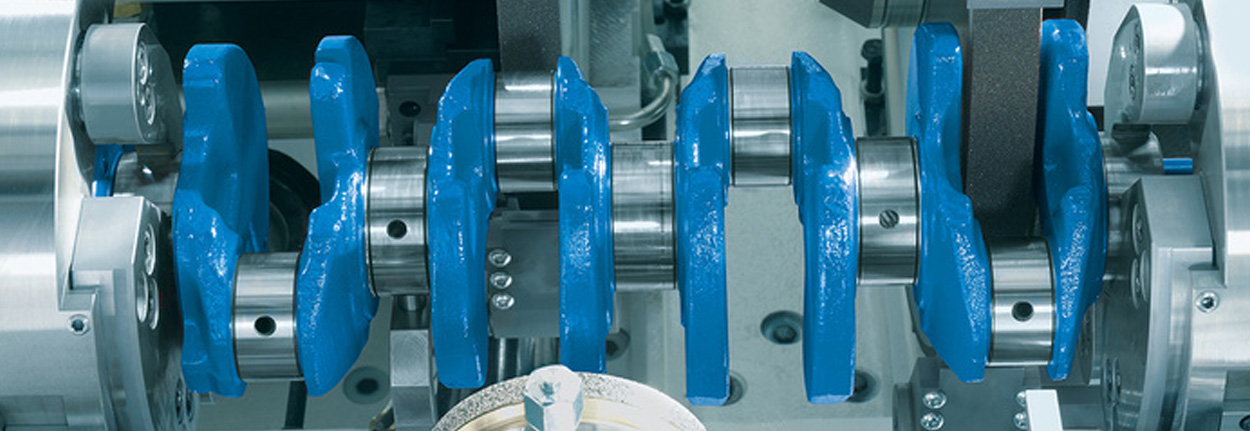
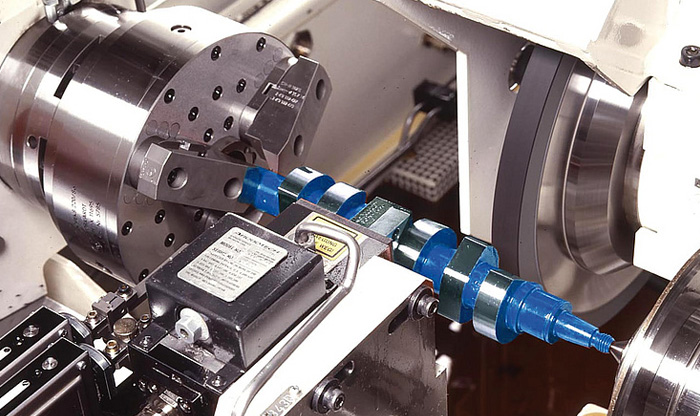
The JUCRANK non-cylindrical grinding machine accomplishes all grinding tasks on crankshafts. Maximum accuracy and quick cycle times are achieved through oscillation grinding in a single clamping set-up and through the productive machine concept. Ideal dimensional stability and high process reliability are ensured through in-process measurements, for example.
Rough and finish grinding of crankshafts in all batch sizes can be carried out on platforms with various dimensions. For main, pin and thrust bearings, diverse geometric shapes as well as plane surfaces and radii can be ground. Internationally renowned engine manufacturers place their trust in the versatile, productive JUCRANK non-cylindrical grinding machine.
Highlights
- High process reliability due to complete grinding in a single set-up
- Optimum grinding quality due to automatic compensation of disturbance variables
- High dimensional stability due to in-process measuring system
- Flexible use for wide-ranging different cylinder numbers by CNC resetting
- Extreme smooth running due to directly driven grinding and work piece spindles
- Optimum support provided with self centering three point steady rests
Grinding process descriptions
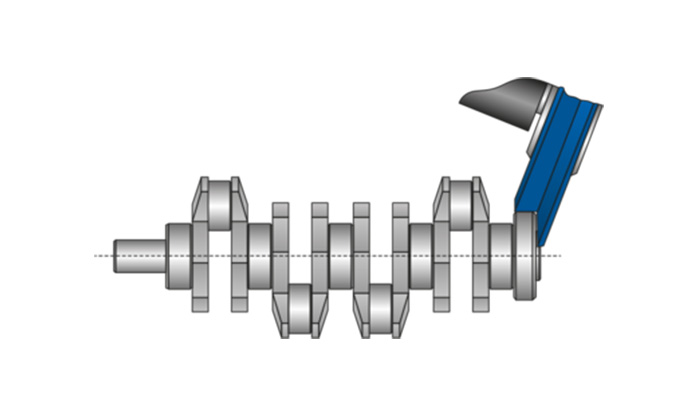
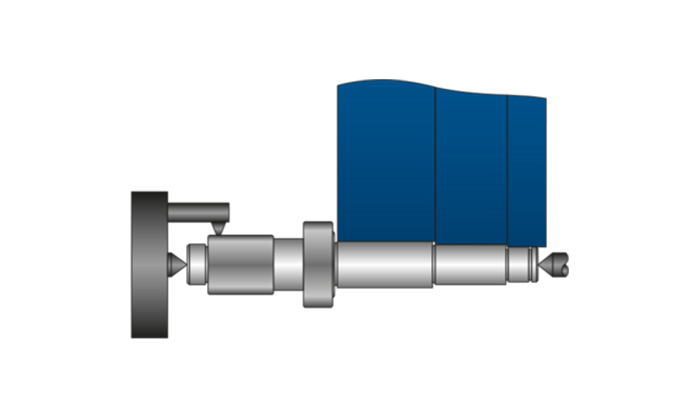
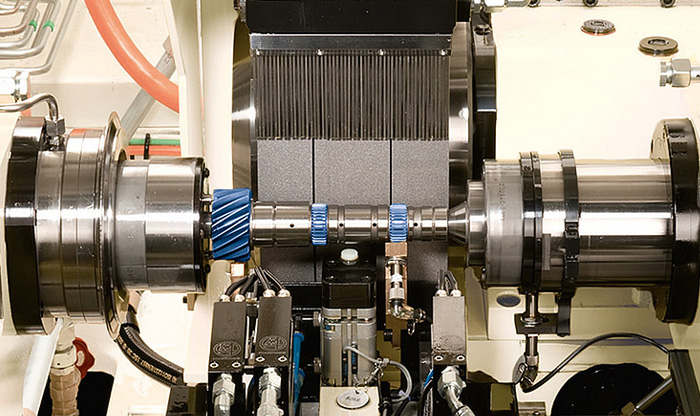
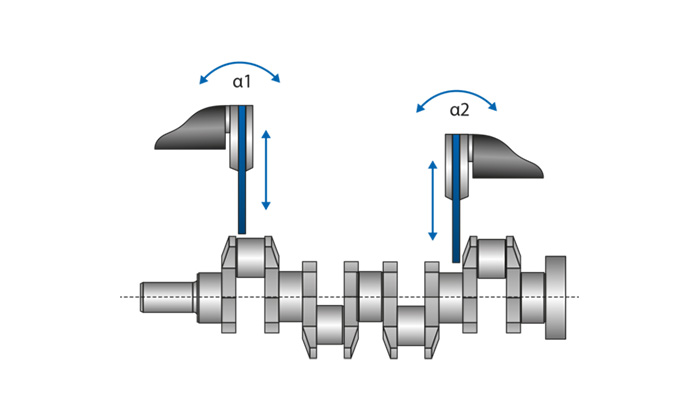
PENDULUM GRINDING
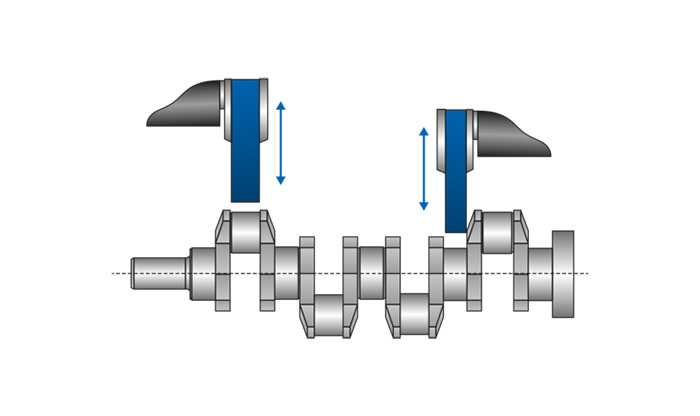
The pendulum grinding method enables crankshafts to be rough and finish ground in a single clamping set-up. The crankshaft rotates around its central axis and the grinding wheel follows the circular motion of the pin bearing by interpolation of the workpiece spindle (C axis) with the grinding spindle (X axis).To achieve top concentricity quality, crankshafts are frequently supported on a steady. The rough grinding process relieves any hardening stress in the material and an in-process measuring system supplies correction data for finish grinding.
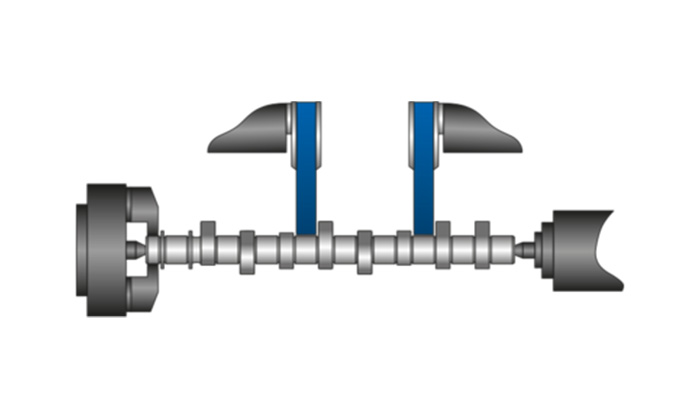
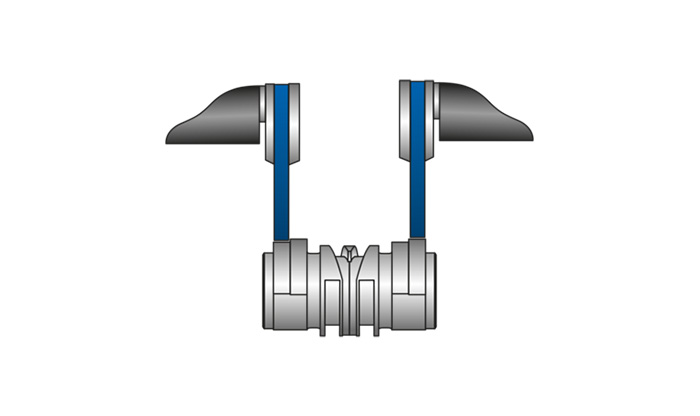
AXIALLY PARALLEL
The grinding wheels and the workpiece are arranged in axially parallel formation, enabling straight plunge grinding of the bearings. The grinding wheels are dressed to ensure the geometric shape of the bearings.WITH ADJUSTING AXIS (WK AXIS)
Pendulum grinding is made more flexible by a new development from JUNKER: The WK axis. This axis swivels the grinding spindle, on which narrow grinding wheels are mounted, within the micron range during grinding. Benefit: Every main and pin bearing can be given its own profile shape – compensating for tapers and without the need to exchanging the grinding wheel.


JUCAM - Non-cylindrical grinding machines
-
Purely a matter of form
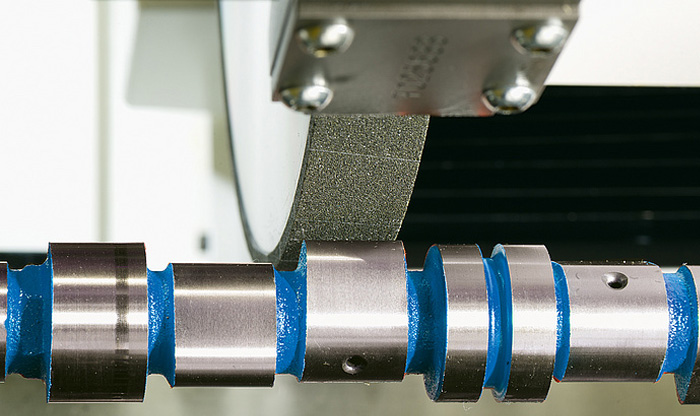
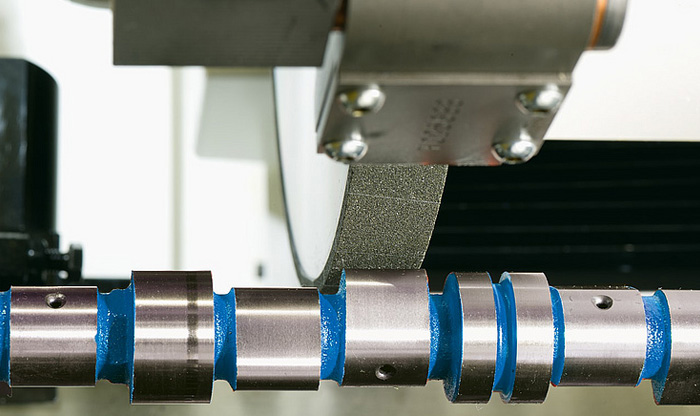
The OD/ID grinding machines of the JUCAM series impress with precise grinding results in a single clamping set-up. Thanks to the control system with learning function – with which virtually all disturbing variables are compensated – camshafts, cam pieces and individual cams are given a perfect finish. The many decades of experience in grinding cams, the many special solutions and the resulting expertise in finding solutions convince engine and pump manufacturers the world over.
Highlights
- Broad range of grinding solutions for camshafts, cam pieces and individual cams
- Non-cylindrical OD/ID grinding
- High utility value through adjustment to respective grinding assignment
- High long-term precision due to hydrostatic round guides
- Maximum repeat accuracy thanks to CBN or diamond abrasives
- Minimized undulations due to grinding wheel balancing on two levels
Grinding process descriptions
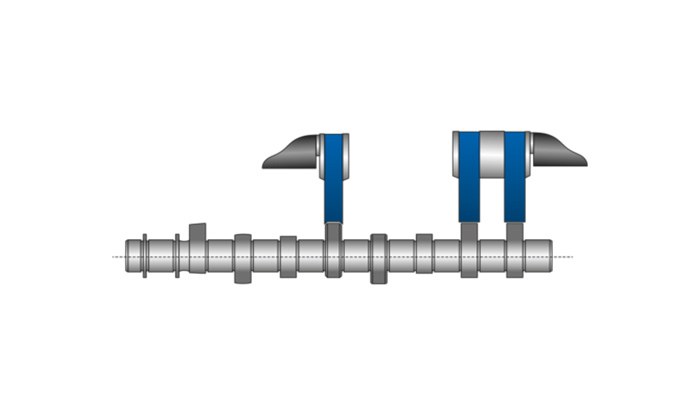
OD/ID GRINDING
Grinding machines for grinding camshafts, cam pieces and individual cams combine non-cylindrical grinding for the cams and cylindrical grinding for the bearings. With non-cylindrical OD/ID grinding, the grinding wheel follows the cam contour through interpolation of the workpiece spindle (C-axis) with the grinding spindle (X-axis). CBN or diamond are used as an abrasive – for high cutting performance with a constant level of quality and a long tool life.The cam geometry is specified in a lift table. In the process, each angle is assigned a lift value to define the cam contour and import it to the program. The software then interpolates the values automatically. The cam contour is frequently concave in the infeed and discharge area. Here the concave radius determines the maximum grinding wheel diameter that can be used.


Lean Selection cam - Non-cylindrical grinding machines
-
Economical and precise camshaft grinding
The Lean Selection cam is an economical and flexible machine concept for grinding camshafts in any lot size. The wheelhead can be fitted with up to two high-capacity grinding spindles, and the swiveling B-axis allows parts to be rough and finish-ground in a single clamping set-up. The Lean Selection cam CBN non-cylindrical grinding machine features userfriendly controls, minimal processing times and a high rate of availability.
Highlights
- Grinding with CBN grinding wheels
- Circumferential speed of 140 m/s
- Wheelhead with up to two high-capacity grinding spindles
- Fast changeovers
- High rate of availability
- Minimal auxiliary times
- Easy to operate
- Wide range of services
Grinding process descriptions
Efficient camshaft production
- Performs rough and finish grinding in a single clamping set-up, which saves time and increases accuracy
- Design targeted for noncircular grinding, significantly boosting productivity
- High rate of utilization with CBN abrasive and oil coolant (emulsion optional)
- Proven CBN grinding technology with cutting speeds up to 140 m/s and high feed rates, resulting in fast cycle times
- JUNKER 3-point mounting interface for fast changeover and excellent grinding wheel concentricity
- High-frequency, high performance grinding spindle (42 kW drive capacity) with extremely low-maintenance thanks to lifetime lubrication and air seal
- Ergonomical machine concept with the option of manual loading
- Sophisticated, high-tech, user-friendly CNC controls
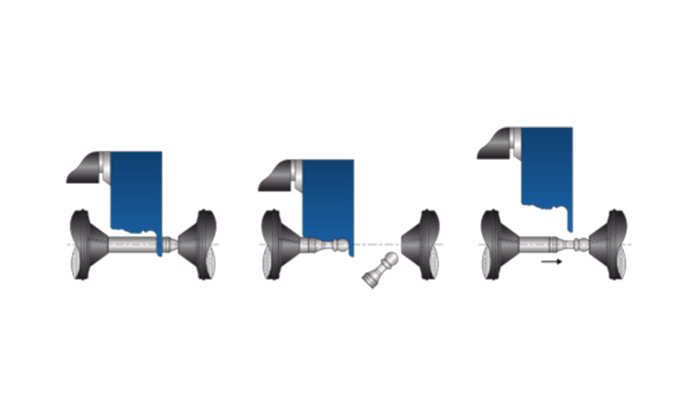
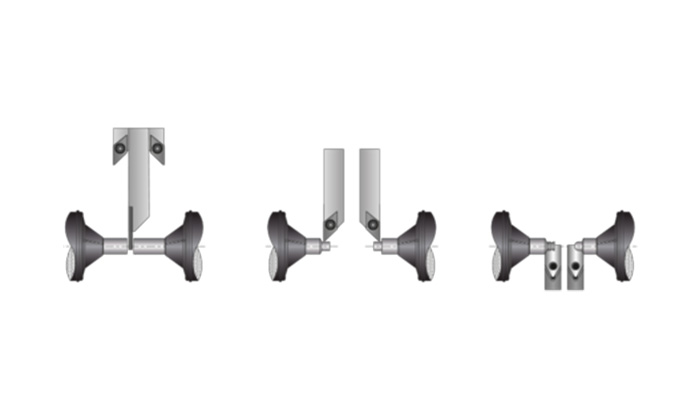
JUNKER standard bore guarantees maximal accuracy and extremely fast tooling times
The JUNKER standard bore is featured on the wheelhead and workhead and reduces the machine‘s tooling times.
- Fast changeover and tooling times (under 2 min. for centers, under 20 min. for grinding wheels)
- Easy to mount
- Optimal centering
- Axially mounted with screwed-on grinding wheel flange, allowing changeover in rotational direction
- Concentricity 2/1000 mm
Multi-station grinding center
-
JUNKER multi-station grinding centers enable simultaneous workpiece grinding on two stations. The wide variety of wheelhead options allows for custom grinding processes and optimal configuration for each workpiece.
The JUNKER multi-station grinding machine’s strengths include fewer downtimes, high quality end products, and quick production times. The machine concept ensures process reliability with its stable mechanics and intelligent software. A smaller machine with lower overall investment makes the multi-station grinder an excellent value as compared to individual machines. A CNC control with a user-friendly interface rounds off the overall package provided by the machine.
The option to combine cylindrical and non-cylindrical grinding processes, both internal and external, results in an unsurpassed level of versatility in just a single machine. A fully-integrated, internal loading gantry ensures smooth workpiece handling within the machine and transfer options for blanks and finished parts outside the machine. All automation and software interfaces are defined to suit the customer’s specific needs and adapted to the conditions in question. The JUCENTER machine grinds workpieces such as gear shafts, crankshafts, and camshafts.
JUCENTER - Multi-station grinding center
-
High-Production grinding for large Series
The JUCENTER CBN high-speed grinding machine combines mutually complementary grinding possibilities under one hood. Instead of lining up individual grinding machines for different grind-ing tasks, both grinding processes take place in two separate clamping set-ups on one machine. The result: highly efficient grinding – all with top precision.
Highlights
- Faster production time
- High process reliability
- Low overall investment
- Low space requirement
- Low operating costs
- Less man-power required
- Controlled dimensional accuracy using in-process gauging
- Controls with “Learning Function,” including automatic compensation of roundness deviation and dimensional errors
- High long-term accuracy with hydrostatic circular guides (X-axis, infeed spindle, axial bearing)
- Uncoupled processes
Grinding process descriptions
GRINDING CONCEPTS FOR CAM, CRANK OR GEAR SHAFTS
Gear shaft grinding
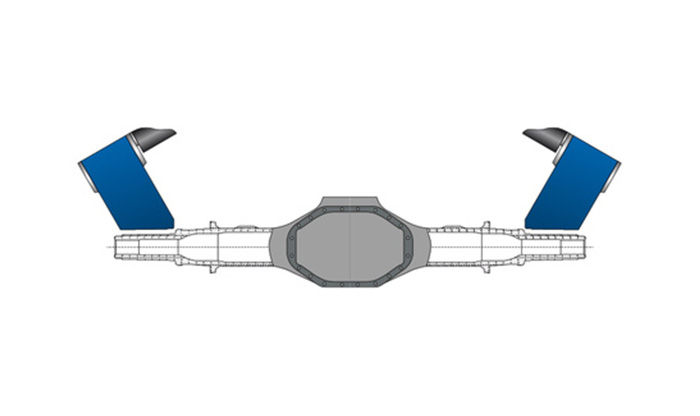
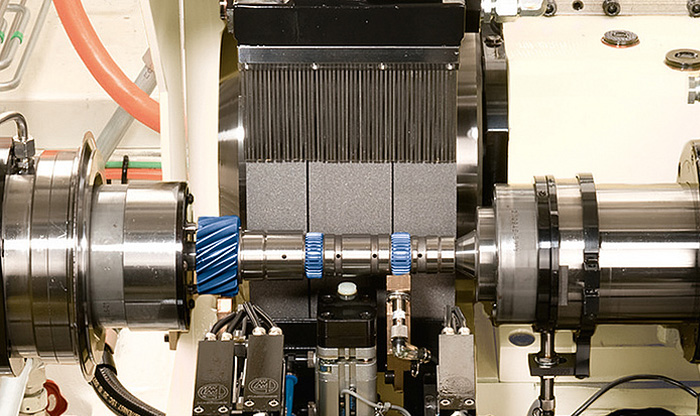
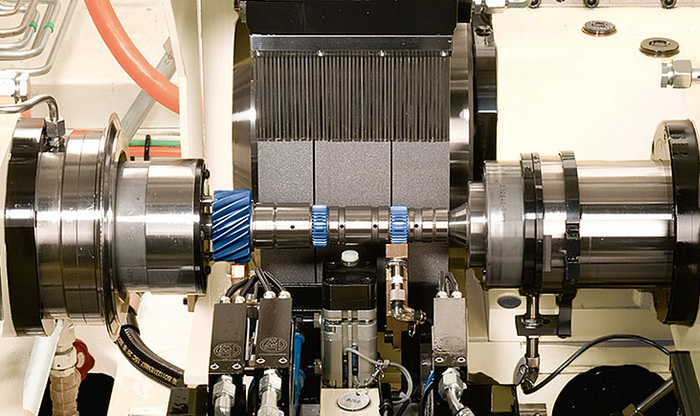
At station 1, JUCENTER grinds plunge-cuts and faces in a high-speed gear shaft grinding process. With the help of a B-axis, the grinding spindle can be swiveled to grind plunge-cuts, as well as faces with very fast cycle times. In station 2, multiple-bearing grind-ing of all centric diameters takes placesCrankshaft grinding
In station 1, CBN multiple-bearing grinding of all centric diameters (bearings and pivot) takes places. Parallel to this, other grinding carriages in the next clamping set-up (station 2) carry out non-circular grinding - that is, the grinding of main bearings. This is done using the pendulum grinding method with separately controlled CBN
grinding wheels. Depending on workpiece-specific factors, workpieces can also be run in the opposite direction (from station 2 to station 1).Camshaft grinding
In station 1, sets of bearings are ground with one plunge-cut, using multiple-bearing technology. In station 2, JUNKER offers a versatile solution for grinding a variety of cam shapes. By using two independant infeed axes on station 2 for non-circular grinding, the machine can grind cams with unequal radial alignment just as fast as when using a set of grinding wheels.
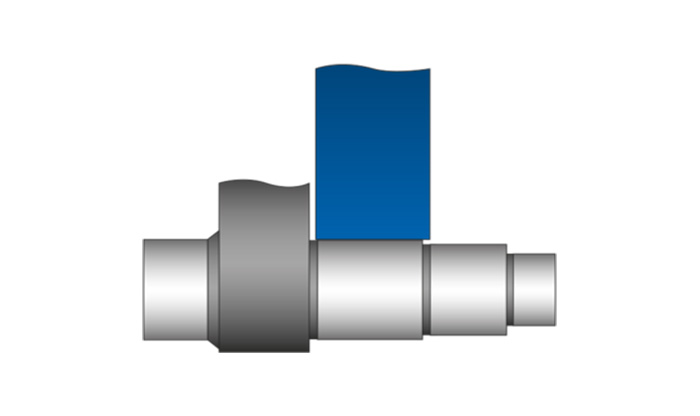
Centerless grinding machines
-
JUNKER centerless machines are ideal for grinding large quantities in the shortest possible time. Easy installation and changeover guarantee flexible adjustment to market requirements. The JUPITER production machines impress with their sophisticated overall concept and high level of productivity.
The large feed and matchless workpiece support facilitate high removal rates and therefore high output volumes. During centerless cylindrical grinding, the workpiece is not clamped but lies in the gap between the grinding wheel, regulating wheel and workrest blade. The patented CNC height adjustment of the workrest blade minimizes tooling times, while automatic adjustment of the grinding gap geometry optimizes the grinding process. The inclined bed also guarantees maximum dimensional accuracy.
Centerless grinding machines use external cylindrical grinding in throughfeed grinding, plunge-cut and angular plunge-cut grinding. An application may require corundum, CBN or diamond as an abrasive. The workpieces machined on JUNKER centerless grinding machines range from roller bearing parts (such as rollers, needles, cages and rings) to shafts (gear, turbocharger or rotor shafts) and all engine components, such as camshaft tubes, valves or wrist pins.



JUPITER - Centerless grinding machines
-
Productive all the way
JUPITER series centerless grinding machines offer substantial production benefits: The patented CNC height adjustment of the support blade minimizes tooling times, automatic adjustment of the grinding gap geometry optimizes the grinding process and the inclined bed guarantees maximum dimensional precision. Depending on the application, corundum, CBN or diamond is used as an abrasive.
Highlights
- Rapid set-up due to patented CNC height adjustment of the support blade
- Minimized undulations with grinding wheel balancing on two planes
- Extremely low running noise due to grinding spindle with direct drive
- Optimum grinding quality as a result of market-leading rigidity
- Optimized grinding process due to automatic grinding gap geometry setting
- Individual CNC dressing of grinding wheel and regulating wheel
Grinding process descriptions
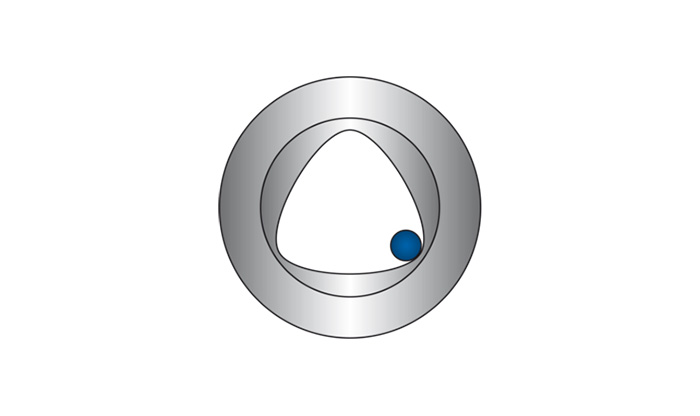
CENTERLESS GRINDING
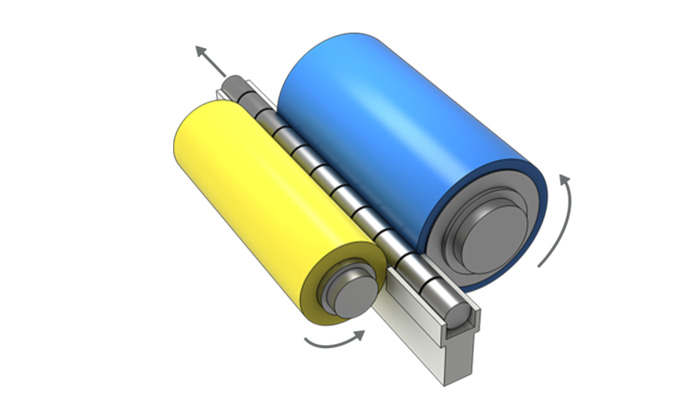
During centerless cylindrical grinding, the workpiece is not clamped but lies in the grinding gap between the grinding wheel, regulating wheel and support blade. The grinding pressure presses the workpiece against the regulating wheel, which brakes the workpiece to its own peripheral speed.For this to work, the friction at the regulating wheel must be greater than the friction at the grinding wheel. The friction is achieved by the rubber bond at the regulating wheel and by inclining the support blade and machine bed.
THROUGHFEED GRINDING
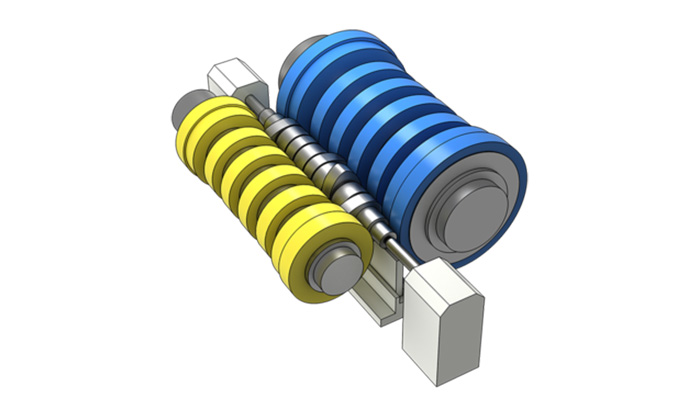
Throughfeed grinding is among the most productive methods used in the field of grinding technology. It entails workpieces traveling through the machine in a continuous stream without interruption. The grinding wheel has defined roughing, finishing and ultra-fine grinding zones, enabling it to grind all the workpieces to one diameter. The throughfeed rate is determined by the incline and speed of the regulating wheel.PLUNGE-CUT GRINDING
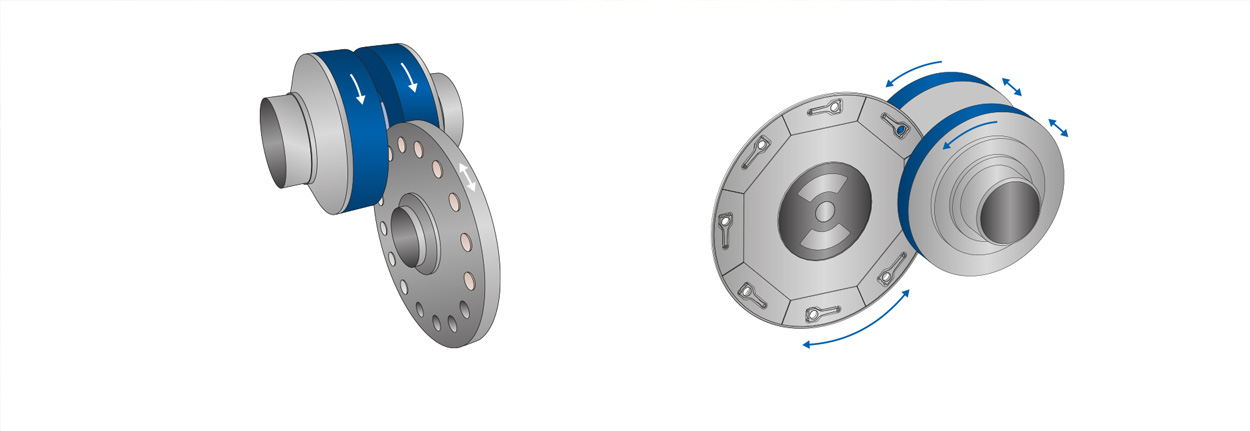
The centerless plunge-cut grinding method entails grinding workpieces with offset or profiled diameters. Here, the grinding wheel is given the negative profile of the desired workpiece contour. In this way, all the diameters which have to be produced at the workpiece can be ground in a single plunge cut operation. The workpieces are positioned, then ground and finally unloaded by means of an axial stop on the support blade.Inclined plunge-cut grinding is a special process variant of this method. In contrast to the straight arrangement of the grinding wheel axis, the axes of both the workpiece and the regulating wheel are inclined by 15°. This enables shoulders and end faces to be ground, in addition to diameters.


TITAN - Centerless grinding machines
-
Throughfeed grinding in finishing quality
The TITAN 500 produces workpieces to a superb standard of finishing quality using the throughfeed grinding technique. To allow this high standard of quality to be achieved, the TITAN features a wide range of machine attachments such as wheelhead, regulating wheelhead, work blade and infeed/outfeed which are aligned and calibrated to an extreme degree of precision. Another key factor in the achievement of final quality workpieces is a high degree of machine rigidity using a vibration-damping, highly torsion-resistant cast mineral machine base designed specifically for CBN grinding.
Highlights
- Rough and finish grinding to final product quality take place in a single grinding operation (no intermediate handling)
- High level of concentricity due to market-leading machine rigidity and the use of CBN grinding wheels
- High output through short cycle times due to centerless throughfeed grinding
- High stock removal rate due to patented automatic adjustment of the work blade
Grinding process descriptions
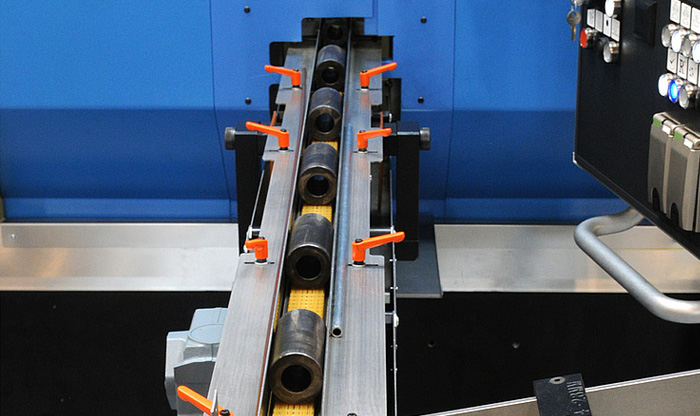
Using the throughfeed process with a wide CBN grinding wheel, the workpieces pass in seamless sequence through the machine, provided all workpieces have only a single diameter requiring a uniform grinding operation. The axial force of the regulating wheel, which is generally inclined at an angle of 1.5 – 3.5°, „pulls“ the flow of workpieces through the wheels towards the end of the grinding cell. Used in conjunction with an automated loading and unloading system, the workpieces pass through the machine without interruption.
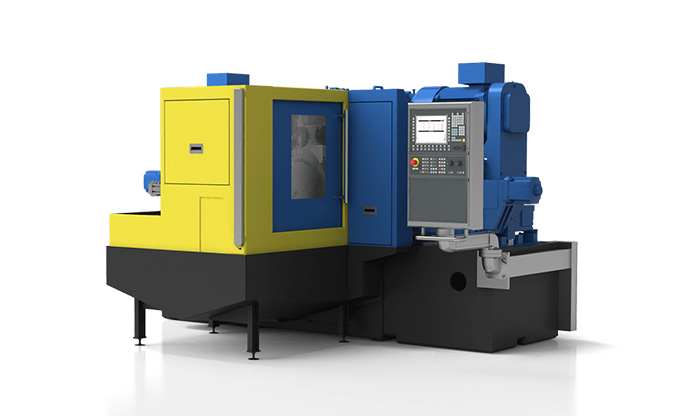
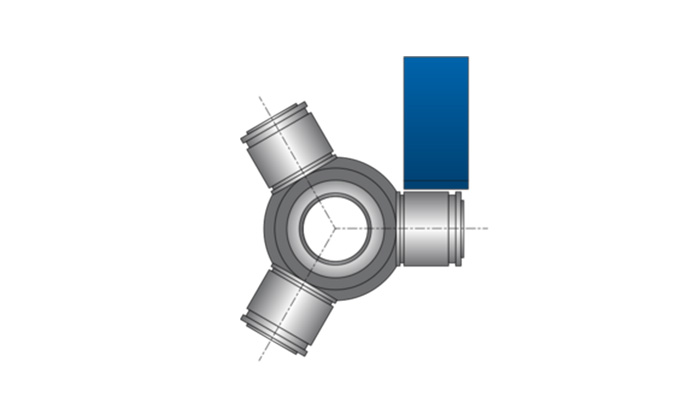
Double-wheel surface grinding machines
-
The SATURN double-wheel surface grinding machines from JUNKER can be used to machine large series with high standards for flexible changeovers. The machine features automatic loading and unloading of workpieces and easily changeable grinding wheels. A movable slide system for feeding in the blanks makes for convenient machine setup and preparation.
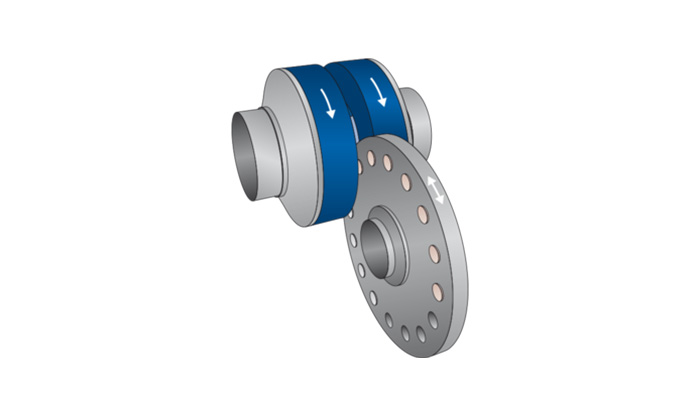
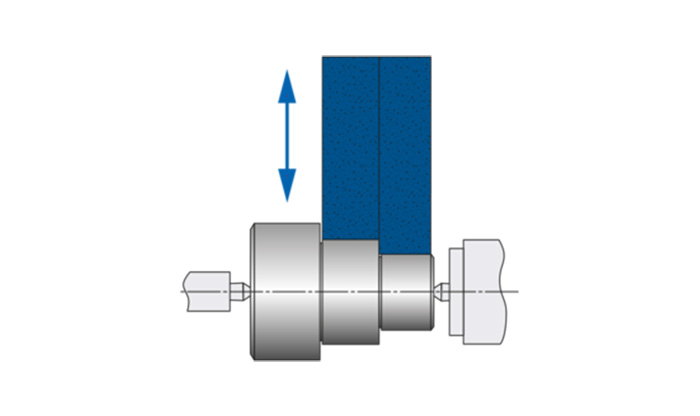
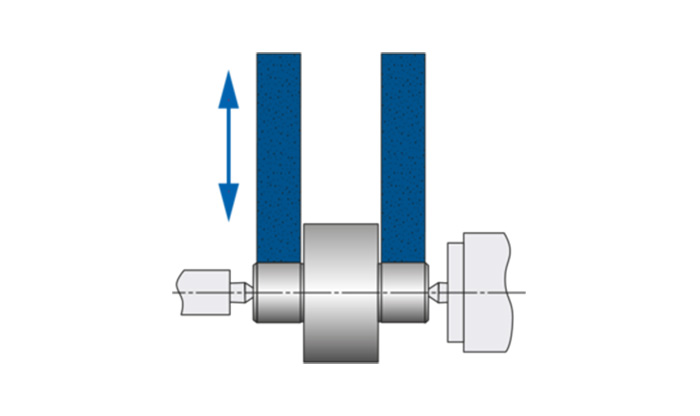
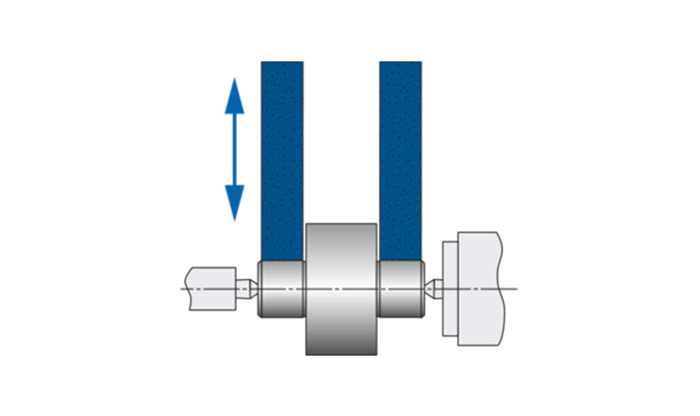
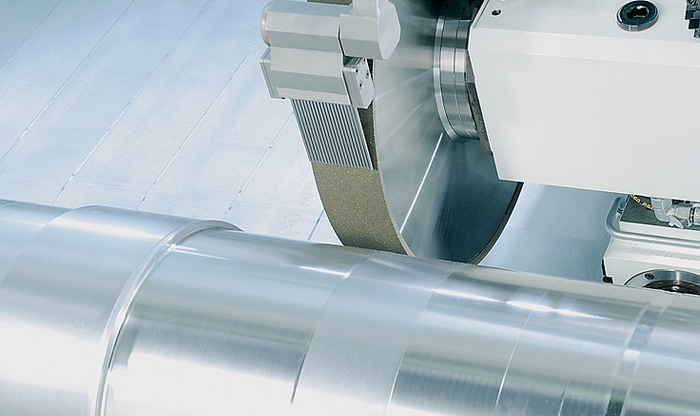
SATURN double-wheel surface grinding machines use two vertical grinding wheels to grind the workpiece simultaneously on its parallel face sides. Through-feed grinding positions the wheels slightly conically to each other so that the workpiece does not reach its final dimension until it exits the grinding zone. With plunge-cut grinding, the grinding wheels are arranged exactly parallel to each other. The workpiece driver turns continuously at low speed. Both grinding wheels feed simultaneously until reaching the final dimension.
The SATURN double-wheel surface grinding machines from JUNKER can grind a wide range of workpieces (including cylindrical and symmetric). The machine can grind cardan joints, connecting rods, pistons or stamped parts of any kind. It also has options for coupling components, ball retainers, cams and rolling elements in a wide range of types. SATURN double-wheel surface grinding machines are also ideal for machining heavy workpieces, such as valve plates and bearing and pump housing.
SATURN - Double surface grinding machines
-
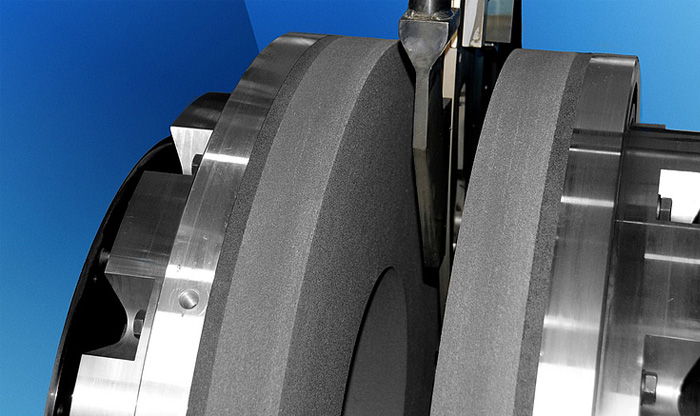
Double surface grinding
With SATURN double-wheel surface grinding, two vertical grinding wheels grind the workpiece simultaneously at its parallel end faces. With the through-feed grinding process, the grinding wheels are positioned slightly conically to each other so that the workpiece guided through the grinding zone has not reached its final dimension until it exits.
With SATURN plunge-cut grinding, the grinding wheels are arranged exactly parallel to each other. The workpiece carrier turns continuously at low speed. Both grinding wheels feed simultaneously until the final dimension is reached. Then the finish-ground workpiece is unloaded.Highlights
- High output
- Automatic loading and unloading
- Automatic measurement control
- Long workpiece service life
- Emulsion or oil as cooling lubricant
- Simple grinding wheel change
- Machine bed made of cast mineral
- Automatic type detection
Grinding process descriptions
- Through-Feed Grinding Process
- Plunge-Cut Grinding Process
Cutting tool grinding machines
-
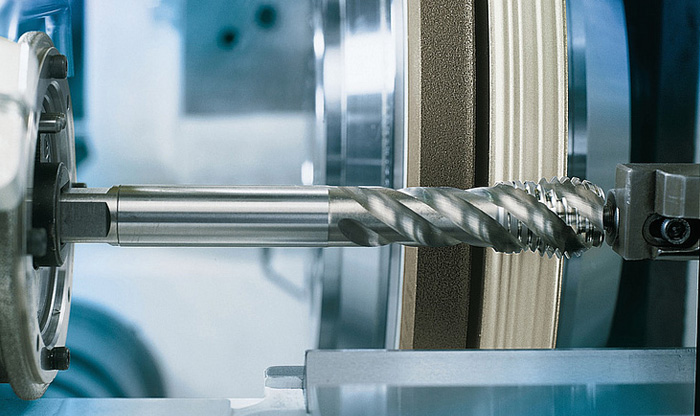
The high-performance cutting tool grinding machines from JUNKER rank among the technological leaders in their field. The extremely flexible machines can implement several grinding operations in a single clamping set-up.
The grinders feature minimal set-up effort, integrated line concepts and efficient production as well as user-friendly programming. Reliable loading and clamping systems ensure a smooth production process. Innovative grinding processes enable the machining of a range, such as thread taps, twist drills, milling cutters, reamers and countersinks as well as saw blades and a variety of special cutting tools. Cutting tools often go hand in hand with highly complex manufacturing processes, but JUNKER’s sophisticated solutions can make these complex processes efficient. A fully automatic wheel changer facilitates the complete grinding of fully different HSS and carbide cutting tools in just one machine. This ingenious technology turns round bar stock into ready-to-use tools quickly and efficiently.
All of JUNKER’s cutting tool grinding machines combine high output with exceptional product quality. JUNKER has the ideal grinding machine for flexible production of cutting tools blanks, regardless of application or production size.


JUSTAR - Cutting tool grinding machines
-
Complete grinding of a comprehensive tool spectrum
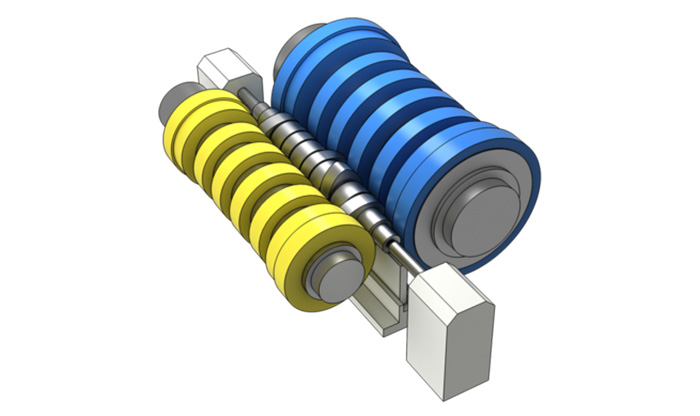
The JUSTAR grinding center is a dream come true: The production of wide-ranging cutting tools in HSS and carbide with just one machine. This is made possible by the JUSTAR's fully automatic grinding wheel changer, with up to 30 grinding wheel mounting interfaces. This ingenious technology allows the machine to grind finished tools from round bar stock – in a single clamping set-up.
Highlights
- Automatic dimensional correction
- Robot-operated coolant nozzle tracking
- Grinding wheel changer (with up to 30 grinding wheels)
- Stable machine bed
Grinding process descriptions
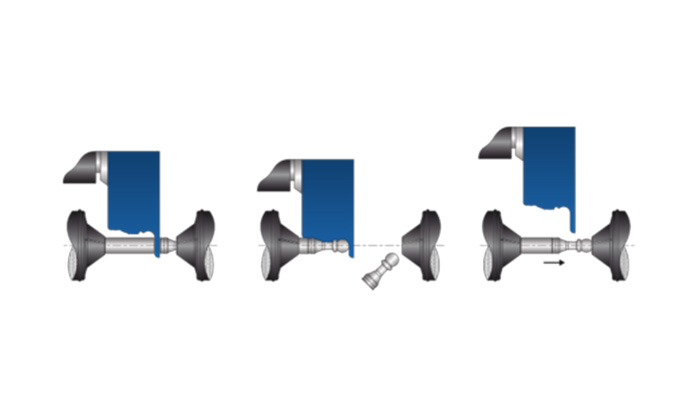
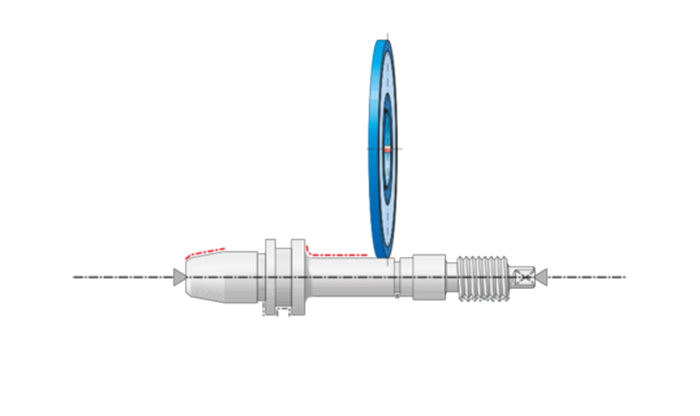
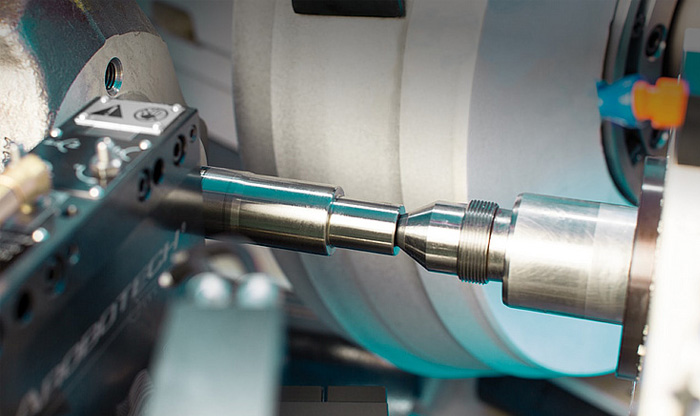
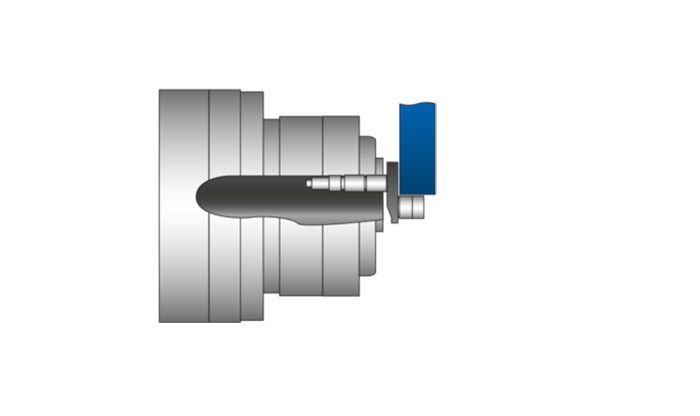
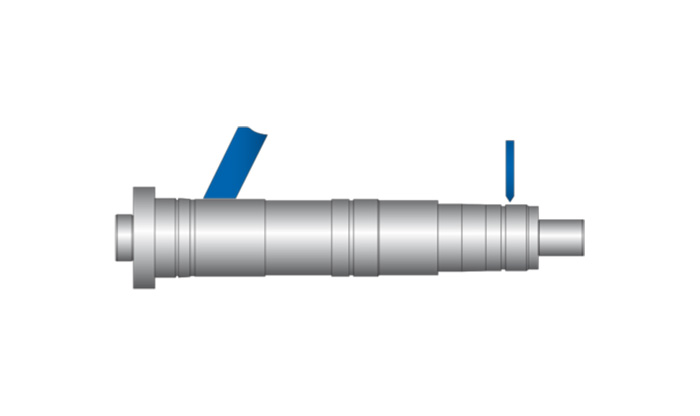
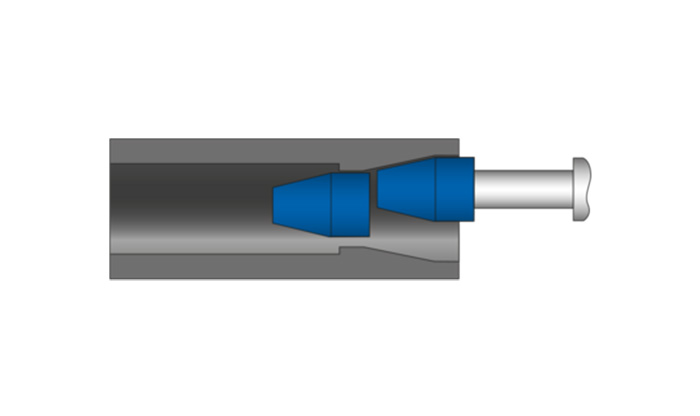
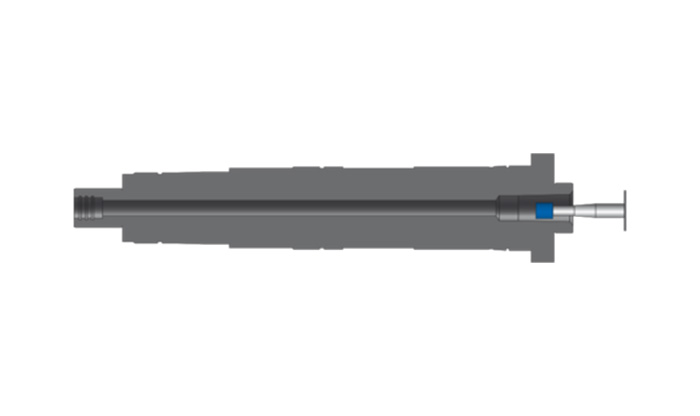
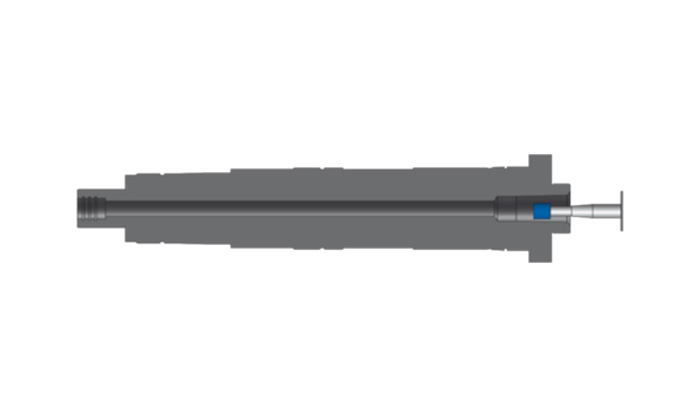
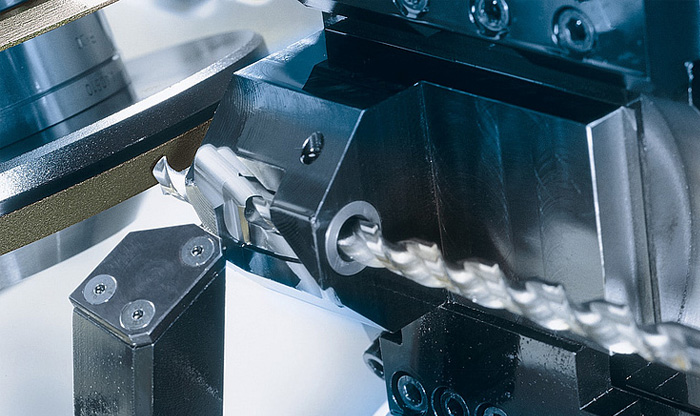
COMPLETE GRINDING OF ALL KINDS OF TOOLS DIA. 2 – 24.5 MM (51 MM)
The JUSTAR Grinding Center is the perfect machine for complete processing of an extensive range of workpieces. It offers maximum flexibility with top productivity and practice-oriented programming. A high-performance grinding spindle ensures high-speed cutting, and is supported by robot-operated cooling nozzle tracking. Thanks to a measurement system featuring automatic dimensional correction, only acceptable parts leave the machine.Carbide tap: M8, total length 91 mm, thread length 25 mm from round carbide bar (dia. 8.5 mm, length 330 mm)
Cycle time: < 20 min
Grinding task:
1. Solid tip (external centering for tailstock mounting)
2. Steady seat
3. Measurement seat
4. Contour
5. Square section
6. Chamfer on square section
7. Four flutes
8. Peeling chamfer
9. Chamfer
10. Thread
11. Workpiece cutting



JUMINIMAT - Cutting tool grinding machines
-
Cutting tool grinding
The JUMINIMAT grinds the flutes of small threaded tools with up to four grinding wheels. The threaded tool is ground either unsupported or with tailstock support. If required, a steady can be used for stabilization. The integrated loading system takes care of a high level of independent operation and can be swiveled to the side for retooling.
Highlights
- Maximum dimensional stability
- Integrated dressing unit
- Compact design
- Different tool cassettes possible
- Integrated loading system
Grinding process descriptions
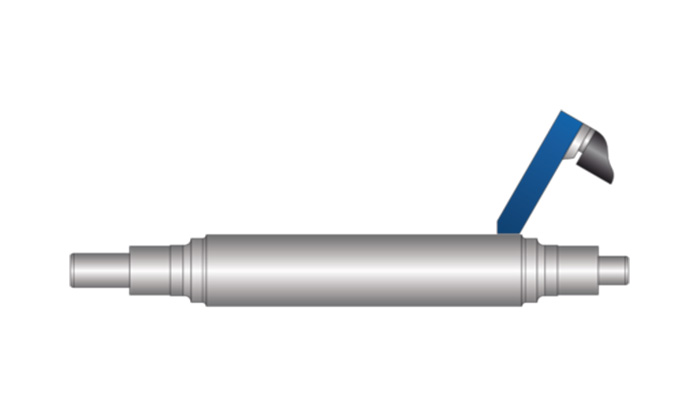
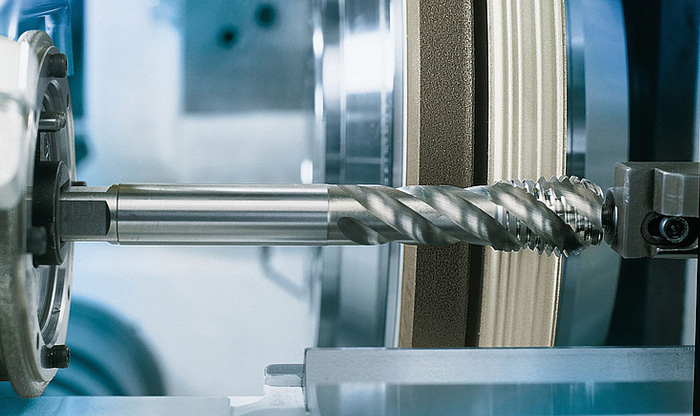
FLUTE GRINDING DIA. 1 – 12.7 MM
HSS tap: M1, spiral fluted
Cycle time: < 50 s
Grinding task: Grinding the three flutes


JUMAXIMAT - Cutting tool grinding machines
-
Cutting tool grinding
In the JUMAXIMAT, the threaded tool is ground either unsupported or with tailstock support. A steady can be used for stabilization. Requirement-based loading systems ensure a smooth production sequence. A CNC dressing unit creates all the profile shapes.
Highlights
- Automatic coolant pipe adjustment
- 20 kW grinding spindle
- Rapid retooling
Grinding process descriptions
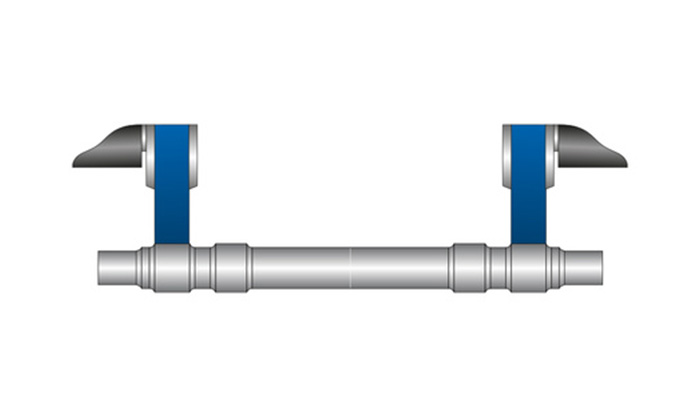
GROOVE AND CHAMFER GRINDING DIA. 6 – 42 MM
HSS tap: M24, straight fluted
Cycle time: < 208 s
Grinding task: Grinding four chip grooves, and peel grooves with chamfer and bevel

FLUTEMAT - Cutting tool grinding machines
-
Threaded tool grinding
In the FLUTEMAT, the threaded tools are mounted with a spring-loaded square insert and tailstock center. The fixed stop at the tailstock guarantees that the start of each flute is identical. The dressing unit mounted directly behind the grinding spindle helps ensure a short cycle time. It carries out in-process dressing of the grinding wheels while the grinding or loading operation is under way.
Highlights
- In-process dressing
- 11 kW grinding spindle
- Profile precision
Grinding process descriptions
FLUTE GRINDING DIA. 2 – 20 MM
HSS tap: M12, straight fluted
Cycle time: < 75 s
Grinding task: Grinding the three chip and peel flutes

DRILLMAT - Cutting tool grinding machines
-
Twist drill grinding
A sharp cutting edge, precise concentricity, a long service life - twist drills for professional use must be manufactured to an exemplary standard without neglecting the cost aspect. This is achieved by DRILLMAT, which grinds from blanks made of HSS in a single clamping set-up to produce a finished twist drill. The grinding wheel package ensures a perfect ground finish for twist drills with even the most complex cutting edge geometry. Integrated loading and unloading systems reduce downtimes.
Highlights
- Face grinding prior to back grinding
- 11/20 kW grinding spindle
- Rapid retooling
- CNC dressing unit
Grinding process descriptions
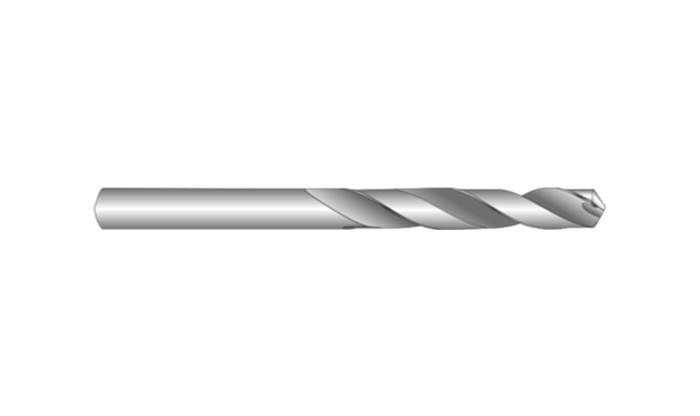
COMPLETE GRINDING OF HSS TWIST DRILLS DRILLMAT S: DIA. 2 – 10 MM DRILLMAT L: DIA. 5 – 20 MM
The DRILLMAT grinds flutes, the face geometry and the back in a single clamping set-up. Stable bushing support ensures the necessary rigidity during grinding operations, thus enabling maximum precision. Up to four corundum grinding wheels are mounted on the grinding spindle. With the DRILLMAT S, dressing is possible simultaneously with the grinding and loading sequence. The cooling nozzle system can be individually controlled with 4 channels for each grinding process.HSS twist drill: dia. 5 mm, total length 86 mm, flute length 52 mm, two flutes, Runout< 0.002 mm
Cycle time: < 49 s
Grinding task: Complete grinding


TAPOMAT - Cutting tool grinding machines
-
Threaded tool grinding
The TAPOMAT is characterized by high flexibility, short tooling times, easy operability and a minimal contact surface. A diamond roller (single or multiple tooth) is used to profile the relevant threaded grinding wheel. Diamond fliese tools are used for profiling the chamfer grinding wheel. This allows the machine to grind any optional thread and chamfer shapes.
Highlights
- Single or multiple tooth grinding
- The patented dressing system permits the production of even minimal thread radii
- CNC controlled relief grinding
- Single or multiple tooth grinding (with or without chamfer)
- All strokes and shapes can be covered with a single relief cam
- User-friendly programming
Grinding process descriptions
GEWINDE- UND ANSCHNITTSCHLEIFEN Ø 0,8 – 8 MM
HSS tap: M1, spiraled
Cycle time: < 60 s
Grinding task: Thread profile and chamfer grinding
Profile and cut-off grinding machines

-
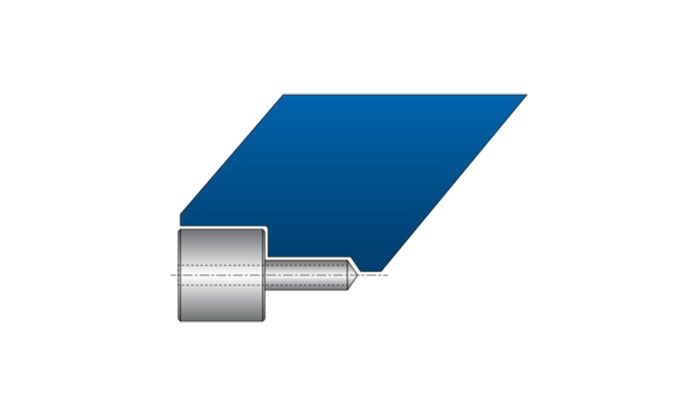
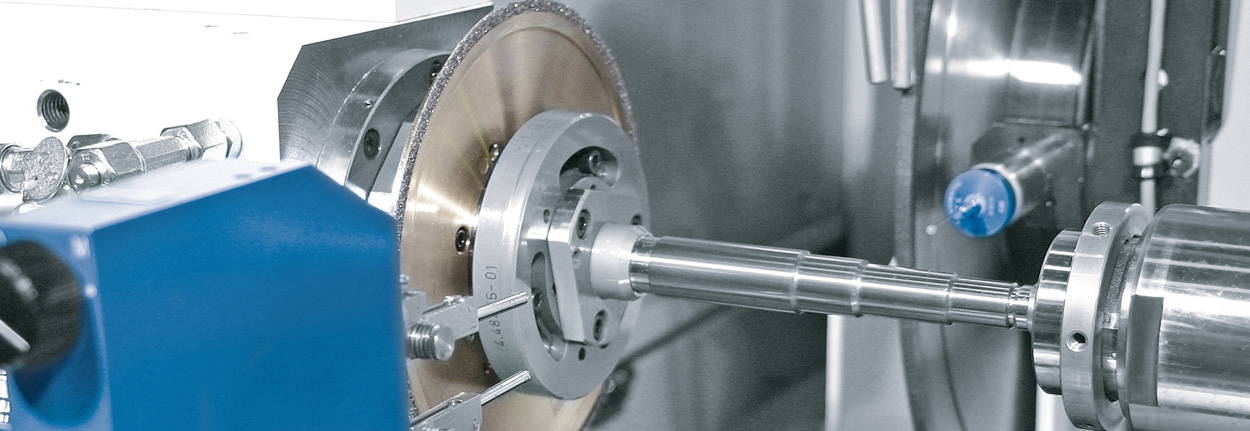
JUNKER profile and cut-off grinding machines replace turning through the use of high-speed plunge-cut grinding without dressing. The GRINDSTAR provides an enormous potential for savings, especially with large production volumes.
Creating the entire workpiece contour in the first work step delivers great potential savings in comparison to conventional turning: the CBN profile grinding wheel creates the entire contour on the bar stock in the shortest possible time. This concept significantly increases dimensional accuracy and surface quality as compared to turning, since profile and cut-off grinding does not require changing the tool. The GRINDSTAR handles all kinds of steel, as well as kinds of steel, more exotic materials such as ceramics, glass fiber-reinforced plastics and thermosetting plastics. Using CBN wheels to cut off the parts allows the GRINDSTAR to achieve excellent surface quality and accuracy.
The profile and cut-off grinding machines enable large volume grinding with short cycle times: all work steps such as profiling and cutting off take place on one grinding machine. The GRINDSTAR machine concept guarantees high process reliability with availability of over 96% and a long tool life. An innovative cooling system allows the grinding wheels to carry out precision work with consistent quality over long periods.
GRINDSTAR - Profile and cutoff grinding machines
-
Replace turning with grinding
The GRINDSTAR machine concept replaces turning through the use of dressing-free high-speed plunge-cut grinding. This can open up enormous potential for savings, in particular when working with large production volumes.
Highlights
- Customer-specific process and technology configuration
- Grinding of difficult-to-machine and hardened materials possible
- No chip removal problems, as small chips are transported away by the cooling medium
- Machine availability greater than 96 %
- Low-manned production and cost benefits due to grinding directly from bar stock
- No burr formation
Grinding process descriptions
HIGH-SPEED PLUNGE-CUT GRINDING
Minimal grinding times can be achieved with GRINDSTAR. This new kind of grinding method can be used both with CBN and diamond as an abrasive. Especially when dealing with large production volumes, this opens up scope for enormous savings. The machine is fitted with innovative coolant technology which helps to extend tool life. Machine availability is more than 96 %. Two different grinding methods are used in the machine: Firstly plunge-cut grinding/profile grinding, and secondly cut-off grinding. The essential synergy effect is achieved by combining the two methods in a single clamping set-up. It is also possible to collate similar parts, known as part families, to allow economical grinding to be achieved when working with smaller batch sizes.
Lean Selection
-
A choice of standard machines: The JUNKER Lean Selection. User-friendly operation and an impressive cost-to-performance ratio – needless to say in the accustomed JUNKER standard of product quality and precision.
The multifunctional OD and ID grinding machines of the Lean Selection range offer impressively reliable performance. They are ideal for the manufacture of components and small series, making them also the perfect solution for contract manufacturers, small part suppliers and SMEs. They also fulfill a useful function in the field of large-series production.


Lean Selection speed - Cylindrical grinding machines
-
Cylindrical grinding with speed
The Lean Selection speed is an extremely efficient high-speed grinding machine, perfect for grinding small and medium-sized production series in single or multiple-shift operation. When it comes to grinding shaft-type parts, including blanks for cutting tools, the Lean Selection speed is a very cost-efficient solution and is both highly flexible and efficient.
Highlights
- CBN and/or diamond grinding wheels
- Peripheral speed of up to 140 m/s
- High stock removal capacity
- Fast retooling
- High rate of availability
- Minimal non-productive times
- Rigid machine base design
- Easy to operate
- Sophisticated automation concepts
- Comprehensive service package

Lean Selection shaft - Cylindrical grinding machines
-
Functional and economical
The Lean Selection shaft is an economical machine concept for grinding flutes and flat surfaces and for diameter machining with multiple grinding wheels. It grinds in combined operations in straight and/or in angled infeed operations.
Highlights
- Rough and finish grinding in a single clamping set-up, saving time and increasing accuracy.
- High rate of utilization thanks to CBN abrasive and oil (optionally emulsion) as a coolant.
- Proven CBN grinding technology with cutting speeds of up to 140 m/s and high feed rates, resulting in short cycle times.
- JUNKER 3-point mounting interface for fast changeover and excellent grinding wheel concentricity.
- HF high-power grinding spindle (42 kW drive capacity) is extremely low-maintenance thanks to lifetime lubrication and air seal.
- Ergonomical machine concept with automatic or manual loading from above.
- Sophisticated, high-performance, user-friendly CNC controls.
- The work piece program can be created directly at the controller or at an external programming station.
- High dimensional accuracy due to in-process measurement.
Grinding process descriptions
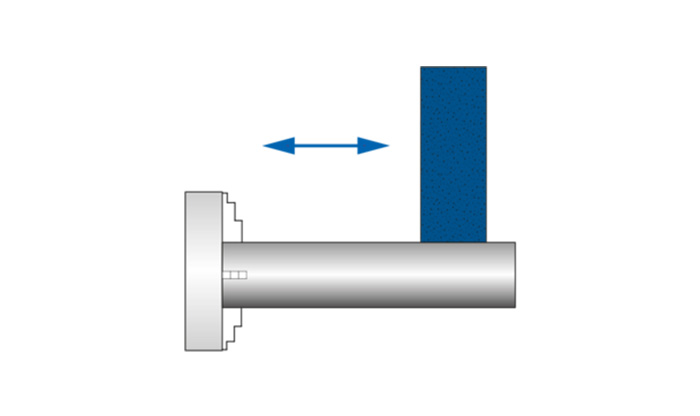
- Straight infeed grinding
- Angled infeed grinding


Lean Selection cam - Non-cylindrical grinding machines
-
Economical and precise camshaft grinding
The Lean Selection cam is an economical and flexible machine concept for grinding camshafts in any lot size. The wheelhead can be fitted with up to two high-capacity grinding spindles, and the swiveling B-axis allows parts to be rough and finish-ground in a single clamping set-up. The Lean Selection cam CBN non-cylindrical grinding machine features userfriendly controls, minimal processing times and a high rate of availability.
Highlights
- Grinding with CBN grinding wheels
- Circumferential speed of 140 m/s
- Wheelhead with up to two high-capacity grinding spindles
- Fast changeovers
- High rate of availability
- Minimal auxiliary times
- Easy to operate
- Wide range of services
Grinding process descriptions
Efficient camshaft production
- Performs rough and finish grinding in a single clamping set-up, which saves time and increases accuracy
- Design targeted for noncircular grinding, significantly boosting productivity
- High rate of utilization with CBN abrasive and oil coolant (emulsion optional)
- Proven CBN grinding technology with cutting speeds up to 140 m/s and high feed rates, resulting in fast cycle times
- JUNKER 3-point mounting interface for fast changeover and excellent grinding wheel concentricity
- High-frequency, high performance grinding spindle (42 kW drive capacity) with extremely low-maintenance thanks to lifetimelubrication and air seal
- Ergonomical machine concept with the option of manual loading
- Sophisticated, high-tech, user-friendly CNC controls
JUNKER standard bore guarantees maximal accuracy and extremely fast tooling times
The JUNKER standard bore is featured on the wheelhead and workhead and reduces the machine‘s tooling times.
- Fast changeover and tooling times (under 2 min. for centers, under 20 min. for grinding wheels)
- Easy to mount
- Optimal centering
- Axially mounted with screwed-on grinding wheel flange, allowing changeover in rotational direction
- Concentricity 2/1000 mm