
- Offer Profile
- plasmo offers innovative
solutions for automated quality assurance and -control systems in the
manufacturing industry.
Vehicles, aircraft, ships, turbines, furnaces, household appliances, windows and steel construction are safer, because plasmo systems inspect the quality.
PLASMO PORTFOLIO
-
Depending on the requirement, sensor- or camera-based inspection procedures provide the matching solutions for automated quality assurance. The plasmo engineers develop, adapt and integrate these according to your needs and objectives.
Sensor products
- processobserver advanced and processobserver basic: Process monitoring during laser welding, drilling and cutting
- powerobserver: Fast and intelligent laser power measurement
Machine Vision
- profileobserver and profileobserver compact: Geometry measurement of weld and solder seams
- 3D observer: Image processing system for robot workspaces
- positioncontroller: Efficient weld seam position finding and reliable measurement mirrorobserver: Control of reflective surfaces
SENSOR-BASED PRODUCTS
- Quality control directly in the production process
Is Top-Product quality your competitive advantage? Do you need fully automatic quality assurance integrated directly in the production line? Does 100 percent control of components during the production process make your product even more reliable?
Inspection systems from plasmo integrated in the production line ensure for the best quality currently possible in industrial production, in real-time. While predominantly camera-based solutions are used in the pre- as well as post-weld sector, the sensor-based solutions have become generally accepted for Inline-inspection.
The benefits of sensor-based solutions:- Fast processing speed. The results are provided in real-time.
- They work contact-free and offer a high degree of robustness.
- The small amount of integration work. The installation of its own station in the production process is not necessary.

PLASMO PROCESSOBSERVER ADVANCED
-
Process monitoring and/or power measurement in one device
This is what the plasmo processobserver advanced can do:- Two independent channels for process monitoring and/or power measurement in one device
- Automatic process monitoring system integrated in the production process
- Defects are detected in real-time; the analysis is non-contact and non-destructive
- Documentation and storage of the measurement data according to ISO 9001/2
- The statistical long-term evaluation of the data is an effective means for process optimization
- Online process monitoring during the laser material processing (welding, cutting, drilling, soldering)
- Defects not visible to the naked eye can be detected
The process light is transmitted to a RISC processor (Power PC) by means of an optical fiber via an optical adapter, a fiber mounting or an integrated fiber in a machining head. The digitized and conditioned signal is analyzed and evaluated by the RISC processor. The result is indicated in real-time at the end of the weld by an IO/NIO-evaluation (IO = In Order; NIO = Not In Order) on the front display and at one of the digital PLC outputs. In addition, the recorded signal data are forwarded to a higher-level workstation for visualization over the RS232 or Ethernet interface. For the workstation there are parameterization tools available as well as visualization software (online/offline). Besides a statistics module for short-term and long-term evaluation, there are other helpful software tools available.

PLASMO POWEROBSERVER
- Fast and intelligent
laser power measurement
This is what the plasmo powerobserver can do:- Newly developed measuring device for laser power measurement
- Fast power measurement of approx. 1 - 2 sec.
- Accuracy of 3% relative to the maximum measuring range
The measuring device is calibrated at works and is supplied with a test certificate. Documentation of your laser power - without reducing the productivity of the plant. This is enabled by the innovative implementation of the calorimeter principle: The specification about the laser power is not achieved via the stable state of equilibrium, rather via the time-resolved measurement of the rise in temperature.
MACHINE VISION
- INNOVATION SOLVES COMPLEX INSPECTION TASKS
Are you looking for solutions to complex inspection tasks in the manufacturing industry? The plasmo engineers have developed an innovative approach for the successful realization of machine vision projects, such as- Measuring stones
- Measuring mirrors
- Detection of cracks
- Measuring of geometric forms
- Examination of weld and brazing seams
- and many others
The technology behind it ...
Freely programmable, intelligent cameras are used for the complex testing-, measuring- and automation tasks. Even when using multiple camera systems, these can be controlled from one control room.
Applied camera technologies: - CMOS cameras - CCD cameras - line scan cameras - surface cameras
The basic element of a functioning image processing system is the use of suitable lighting. Besides standardized lighting systems suitable for industry, lighting systems developed specifically for the task are used, such as for example:- LED lighting systems, halogen lamps - Laser lines - Structured lighting systems - Chronologically programmable lighting systems
- ight/Dark field lighting

PROFILEOBSERVER AND PROFILEOBSERVER COMPACT
- Geometry
measurement of weld and solder seams
This what the plasmo profileobserver can do- Fast and precise geometry measurement of weld and solder seams
- Detects deviations from the admissible weld seam geometry with great reliability and highest speed
- Detects e.g. seam cambering or concavity, edge notches, edge offset, one-sided connection etc.
- Through high resolution the detection in the tenth of a millimeter range possible at 6m/min. and above
- Also detects the dangerous pinholes or cracks, that are visible on the surface
- With laser soldering also detects those pores, that have not been reliably closed during painting
- Due to the high speed can be used parallel to the soldering robot
- Slim construction also enables the use for poorly accessible seams
The plasmo profileobserver series functions according to the principle of laser triangulation. The image is acquired by means of a High-Speed CMOS sensor at a speed of max. 10,000 images/sec. The CMOS chip converts the recorded laser line directly into height value 3D measured values. These are forwarded to an industrial PC over an HSSI bus. In the industrial PC the evaluation of the seam geometry takes place in real-time according to parameter-settable quality characteristics.
At the end of a measuring cycle the result (IO = In Order/NIO = Not in Order), type of defect and location of defect are shown on the monitor and forwarded to the system PLC via a digital output or a bus system.
The software can be configured accordingly for the analysis of the measurement data and for the control of the measuring sequence.
With the plasmo profileobserver with the same measuring speed not only the height profile is recorded, but also a grayscale image. In the industrial PC the gray value information is evaluated in addition to the 3D information and additional quality characteristics are detected.
The plasmo profileobserver series functions according to the principle of laser triangulation.
The image is acquired by means of a High-Speed CMOS sensor at a speed of max. 10,000 images/sec. The CMOS chip converts the recorded laser line directly into height value 3D measured values. These are forwarded to an industrial PC over an HSSI bus. In the industrial PC the evaluation of the seam geometry takes place in real-time according to parameter-settable quality characteristics.
At the end of a measuring cycle the result (IO = In Order/NIO = Not in Order), type of defect and location of defect are shown on the monitor and forwarded to the system PLC via a digital output or a bus system.
The software can be configured accordingly for the analysis of the measurement data and for the control of the measuring sequence.
With the plasmo profileobserver with the same measuring speed not only the height profile is recorded, but also a grayscale image. In the industrial PC the gray value information is evaluated in addition to the 3D information and additional quality characteristics are detected.

PLASMO 3D OBSERVER
- Image processing system for robot workspaces
This is what the plasmo 3D observer can do- Provides 3D laser measurement for robot workspaces of several cubic meters
- Measures highly precisely those parts that the robot grips or singles out and determines the gripping point
- Takes component tolerances into account
- Based on laser triangulation and is adjusted extremely accurately or calibrated precisely to a camera pixel
- Is particularly temperature stable due to carbon fiber elements
- Due to a very high scanning rate achieves shortest possible cycle times and therefore greatest possible integration into the automation process
- Enables the positioning of the camera several meters above the measuring area and thus avoids possible collisions with the robot
- Offers high flexibility as regards the interface solutions to CAD data
- Has a freely scalable system, which enables an optimal adaptation of the measuring space and working distance to the customer system
- Achieves - depending on the working range - absolute accuracies of less than 0.5 mm

PLASMO POSITIONCONTROLLER
-
Efficient weld seam tracking and reliable measurement
This is what the plasmo positioncontroller can do- Efficient weld seam tracking
- Gap dimension measurement
- Finds joint gap with great precision and high speed
- Accuracy in the 1/100 mm range
- Controls the actual position of the welding tool

PLASMO MIRROROBSERVER
-
Control of mirror surfaces
This is what the plasmo mirrorobserver can do- Detects cosmetic defects such as minute scratches and inclusions
- Checks the degree of reflection and controls inhomogeneous reflection
- Control of mirror surfaces
- Acceptance of the necessary measuring tasks for the part handling (automation)
"Mirror, mirror on the wall…" - Quality control of reflecting, shining surfaces
Surface inspection of shining, polished or reflecting surfaces places high demands on the lighting equipment and the innovative power of companies. Mostly it is necessary to design specific lighting to realise quality inspection. For Magna in Ireland and in USA, plasmo developed an innovative solution for measuring and quality inspection of electrochromatic interior vehicle mirrors. Beyond the mirror inspection, this solution offers numerous possible applications for quality control and measuring of reflecting, shining surfaces in general such as in production processes of engine blocks and cylinders, chromium steel kitchen appliances, glass surfaces, solar panels, coils, etc. Details regarding this application example can be found on our homepage under products/industrial image processing/mirror observer.
PLASMO CONSULTING
- You have special inspection tasks? A complex product or
a completely different question? Tailor-made solutions and the development
of individual systems are our strength. We look forward to the challenge and
talking to you (contact).
For each order or each project a plasmo consultant is used, the most suitable due to his experience, expertise and his relationships in the field. Complex exercises are processed in the technical team.
Our large pool of experience, knowledge and social competence is not limited to analysis and advice. The strength of the plasmo consultancy lies in taking and pulling of projects. The focus is always on the needs and demands of the customers
Planning - feasibility studies
- application Support
- Analysis of the request
- Technology Review
Design - Proposals for testing concepts
- Quality design
- Quality check
- Custom Development
- Industrial image processing
- system integration
Implementation - Integration in plants
- Installation
- project management
- project support
- Pre-configuration
- system assembly
- training
APPLICATIONS
- It always depends on the customer, in which application which method is the most economical and is going to be used. First and foremost it is not important which technology is used for the the welding process, but the quality, process reliability and the cost of an industrial application is of great importance.
WELDING
- Welding is a complex matter, a science that fascinates many people because it involves many different influencing factors from different technical disciplines. The respective materials or component requirements need different welding processes.
BEAM DRILLING
- Drilling with a laser is a thermal material removal
process. Because of the high power density the material is melted and
vaporized by the strongly focused beam. As a result of the vapor pressure
occurring, particles are catapulted out of the hole. Depending on the hole
diameter there are two different drilling methods with the laser.
The process monitoring for shoot-through control is mostly used for very expensive alloys.- Wolfram, Molybdenum
- Tantalum, Nickel and Beryllium
- Aluminium, Titanium
- High alloy steels
Depending on the material this method is applied for hole diameters of 20 - 1200 µm. Shaft ratios (diameter/hole depth) up to 1:200 can be achieved.
Trepanning
In the case that the hole diameter is much greater than the focus, trepanning is carried out, i.e. the hole is cut practically, for example using rotating optics.
PLASMA- OR LASER CUTTING
- The cutting processes, whether laser or plasma arc cutting, are complex thermal procedures. The quality of a plasma arc cut is essentially determined by the speed, the current and the distance between the nozzle and the material being cut. For instance the error pattern of a slanted cut can have various causes and in most cases leads to expensive and very painful reclamations, frequently to the loss of a customer. With process control the inhomogeneous quality can be already detected during the cutting operation. Whether a nozzle is cold, protective gas is blown in constantly, the nozzle is dirty or cutting always takes place with the same temperature, has considerable influence of the quality of the cut. Diverse HW&SW solutions for plasma arc as well as laser cutting permit a 100% control of the cutting process.
TAILOR-MADE SOLUTIONS
TAILOR-MADE SOLUTIONS
- Depending on requirements, sensor-camera-based inspection, provide the right solutions for automated quality assurance. The plasmo-engineers adapt and integrate them to your requirements, objectives and the circumstances of your production and accordingly to your production line.
TARGETS OF QUALITY ASSURANCE
- Reasons for automated quality control
Sensor and camera-based process monitoring now allow cost savings up to 30 percent or more. Errors are already detected in realtime in production.The result: A significant reduction of those costs incurred by post, recall campaigns and delivery of faulty components.
PROCESS CHAINS

PROCESS CHAIN IN AUTOMATED PRODUCTION
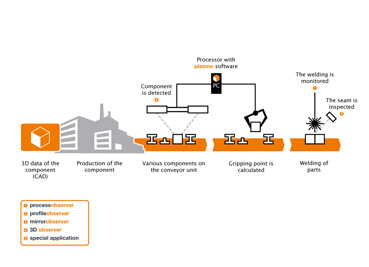
- The process chain in automated production comprises all production steps, which are illustrated with the help of a steel girder for bridge building as an example. By means of the 3D CAD data of the respective and optionally selectable component, these are detected at their position on the conveyor units after production (plasmo 3D observer). The welding process that now follows can be checked either during the welding (plasmo processobserver series) or after the finished process (plasmo profileobserver series).

PROCESS CHAIN FOR THE MANUFACTURE OF COILS
- With the help of a visual presentation the process steps of the coil manufacture are shown through various production steps from the delivery through to finish processing. Here one can also see the application of a variety of plasmo products.
PROCESS CHAIN IN CAR CONSTRUCTION
- With the help of the illustration Process chain in car construction you can find an overview of our products and their possible applications on the vehicle. The numbers specified refer to the plasmo product that is used for the respective application.

