
- Offer Profile
- GEA is one of the largest technology suppliers for food processing and a wide range of other industries. The global group focuses on technologies, components and sustainable solutions for sophisticated production processes in diverse end-user markets.
Pumps & Valves
- Over the last 80 years our success has been no accident. We have worked hand-in-hand with our customers to maintain continuous product development that matches process needs and our customers’ requirements. This investment has enabled us to produce technically advanced process components like pumps and valves and services for smooth production. Whether you are processing milk, beer, beverages, pasty food, pJet pumps, also referred to as ejectors, are devices for the conveyance, compression or mixing of gases, vapors, liquids or solids and for the production of vacuum in which a gaseous or liquid medium serves as the motive force.harmaceutical or chemical products, what counts is the quality of the final product and the efficiency of the production line.
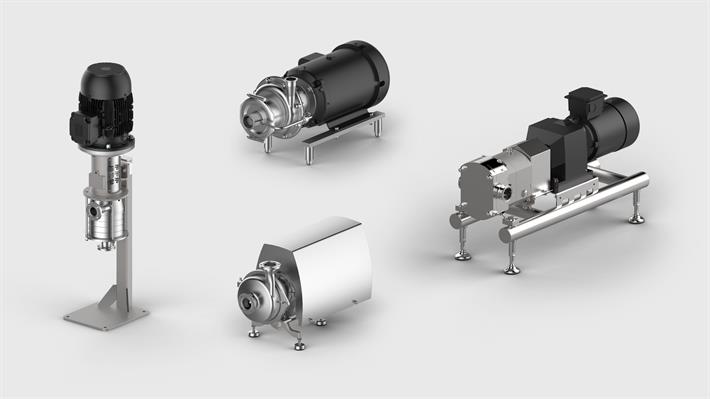
GEA Hygienic Pumps
-
Gentle product handling, continued reliability and economic efficiency are key characteristics of the state-of-the-art hygienic pumps in the GEA Flow Components range. Our products comply with the highest hygiene standards, such as EHEDG and 3-A.
- GEA Smartpump
- GEA Varipump

High Pressure Piston Pumps
-
GEA offers different models of piston pumps for every flow rate and pressure in function of the application to satisfy the most demanding needs of the market. The homogenizing pump is for example involved in the spray drying process for the production of milk powder, instant coffee and similar applications.
- High Pressure Pumps - Ariete Series

Jet Pumps
-
Jet pumps, also referred to as ejectors, are devices for the conveyance, compression or mixing of gases, vapors, liquids or solids and for the production of vacuum in which a gaseous or liquid medium serves as the motive force.
- Air jet vacuum pump
- Ejector Test facilities at Karlsruhe R & D Center
- Gas jet vacuum pump
- Gas jet ventilator
- Laboratory steam jet vacuum pumps
- Liquid jet liquid pump
- Liquid jet solids pump
- Liquid Jet Vacuum Pump
- Liquid jet ventilators
- Steam jet liquid pumps
- Steam jet vacuum pumps
- Steam jet ventilator

Powder Valves & Airlocks
-
Powder valves and airlocks have been manufactured by GEA for over 40 years for numerous applications within the dairy, food, pharmaceutical and chemical industries. From this experience GEA has developed an extensive range of both standard and customized options to meet the varied application requirements.
- Butterfly Valves
- Containment Valves
- Disposable Containment Systems
- Divert Valves
- Rotary Valves

Valves & Components for Aseptic Liquid Processing
-
Aseptic valves face exceptionally high demands within UltraClean and Aseptic processes. As product and process safety has the highest priority within these applications, our valves are equipped with a hermetic sealing element to avoid any ingress of microorganisms into a sterile process. With our three different valve lines, we provide the perfect component for all kind of applications and personal preferences. You can be assured that they all provide highest quality in terms of hygienic design and sustainability.
- Back-pressure Valves
- Control Tops
- Control Valves
- Divert Valves
- Mixproof Shut-off Valves (Aseptic)
- Mixproof Shut-off Valves (UltraClean)
- Sampling Valves
- Shut-off Valves
- Tank Bottom Valves

Valves & Components for Hygienic Liquid Processing
-
Hygienic valves have been manufactured by GEA for over 80 years. They are the core component in matrix-piped process plants and contribute significantly to the highest product quality. With our range of valves we provide the market with solutions for highly complex tasks as well as for basic functions. Our valves are economically designed for the application they are intended for.
- Butterfly Valves
- Compensators
- Control Tops
- Divert Valves
- Flange Connections & Fittings
- Mixproof Divert Valves
- Mixproof Shut-off Valves
- Mixproof Shut-off Valves with Seat Lifting
- Product Recovery Systems
- Safety Valves
- Sampling Valves
- Shut-off Valves
- Tank Bottom ValvesTank Safety Systems
- VARIVENT® Control Valves

Valves & Components for Industrial Refrigeration
-
GEA valves and components for industrial refrigeration: Highly effective and economical solutions from a versatile program.
- 3-Way Valves
- Ball Valves/Butterfly Valves
- Bursting Discs
- Check Valves
- Filters
- Indicators
- Oil Management Valves
- Overflow Valves
- Regulating Valves
- Safety Valves
- Service Valves
- Shut-off Valves
- Suction Filters
Centrifuges & Separation Equipment
-
Since 1893, GEA has been building centrifuges which combine high separating efficiencies, clarifying efficiencies and throughput capacities with maximum savings in terms of energy, water and disposal costs.
Based on the experience gained with more than 3000 process applications and a procedure for rapidly translating innovations into marketable processes, GEA provides profitable answers to some of the most urgent questions of our time.
Only efficient handling of valuable resources will ensure our quality of life without endangering the fundamental basis of future generations. Healthy growth – this is the objective of GEA's separation technology.

Centrifugal Separator
-
GEA separators are designed for liquid-based applications. Using centrifugal force, they are used for separating suspensions consisting of two or more phases of different densities, i.e. they can be used for liquid-liquid separation, for liquid-liquid-solid separation or for liquid-solid separation. They are equally as effective at separating liquid mixtures at the same time as removing solids.
- Chamber Bowl Separator
- Clarifier
- GEA “Plug & Win” Centrifuge Skids for Craft Brewers
- Nozzle Separator
- Separator
- Separators for Biochemicals
- Solid-Wall Bowl Separator
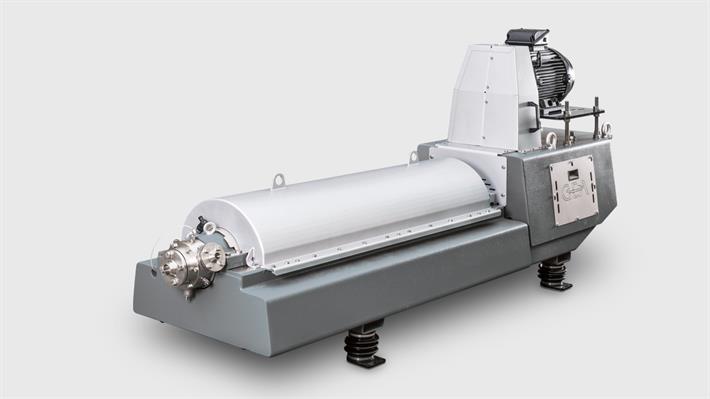
Decanter Centrifuge
-
The decanter’s hour has come as soon as the solids content in the suspension to be processed is particularly high. These machines provide the benefits of high clarifying efficiency and maximum dewatering as well as the separation of liquids with the simultaneous removal of solids. The main requirements in this respect include a high bowl speed, a powerful drive for the scroll and a scroll speed which automatically adapts to the solids loading in the feed.
- 2-Phase Separating Decanter
- 3-Phase Separating Decanter
- Clarifying Decanter
- Classifying Decanter
- Dewatering Decanter
- GEA Wine Decanter Skids
- Thickening Decanter
Automation & Control Systems
- Diversity is one of nature’s key concepts to cope with changing and variable environments. This strategy is also a strength in process automation: different process environments and trades need different solutions and individual adaptations. Whether in the brewing, chemical, dairy or pharmaceutical industries, process control has different requirements and needs individualized solutions.

Analytical, In-Line Control & Measurement Devices
-
Combining process monitoring using online analyzers, together with solid process engineering principles and advanced process modelling techniques will enable processes to be actively controlled in order to compensate for input variations.
- Lighthouse Probe™ - online measurement
- LYOPLUS™ PAT for Pharma Freeze Dryers
- POWDEREYE® for Inline Powder Analysis
- VARINLINE® Level Probe TNS
- VARINLINE® Pocket-free Instruments
- VARINLINE® Pressure Gauges TPIA
- VARINLINE® Sight Glass TXIA
- VARINLINE® Thermometer

Data Capture Systems
-
Data capture and metering systems measure, monitor and ensure traceability of collected milk or similar liquid product from farm to table.
- Data Capture System ZEVODAT-C1™

Machine Control
-
Every plant or machine, which is designed for a reliable long-term operation, requires a control unit that enables the communication between the different system parts. It is one of the most important component that guarantees reliability and efficient operation.
- GEA Grasso Maintenance Monitor (GMM)
- GEA IO - One control for every centrifuge
- GEA Omni™ Control Panel

Process Automation & MES Solutions
-
As system integrators we bring our knowledge from process technology and plant engineering together with software products from market leaders.
- GEARBOXX™ Process Automation
- MLM – Multifunctional Lautering Management
- OTAS® Beverages Process Automation
- OTAS® Dairy Process Automation
- OTAS® Food Process Automation
- OTAS™ Brewery Process Automation
- Poultry, Meat & Seafood Automation
Chillers & Heat Pumps
- GEA chiller indicate a focus on the development and manufacture of cooling systems. Our specialists, however, are also well qualified and experienced in work with heat pumps. In fact: heat pumps and refrigeration systems operate on the same physical principles, and key components in both systems include such elements as compressors and heat exchangers. They are the heart and, literally, the pump of the heat pump: GEA reciprocating and screw compressors. These compressors are especially designed for the great final compression pressure in a heat pump. They offer condensation temperatures that are effective not only for operation of the low-temperature heating system, but also for the supply of process heat.

Chillers
-
GEA has the optimal cooling and air conditioning solutions for your requirements. We place particular value on energy efficiency, reliability, cost efficiency and sustainability.
- GEA BluAir
- GEA BluAstrum
- GEA BluGenium
- GEA Galaxy™ Series
- GEA Grasso FX GC / GEA Grasso FX GCduo
- GEA Grasso FX P / GEA Grasso FX Pduo
Heat Pumps
-
Compression Heat Pumps for industry and commerce.
- Customized GEA heat pumps
- GEA Open Type Heat Pump
- GEA RedAstrum

Jet Heaters & Coolers
-
Steam jet heaters are used to heat liquids by direct injection of heating steam. The heating steam condensate mixes with the liquid being heated. Steam jet cooling systems are often used to cool a liquid directly without any additional refrigerant by means of flashing into the vacuum.
- Steam Jet Cooling Systems
- Steam jet heaters
Compressors
- The largest compressor program for commercial and industrial refrigeration, air-conditioning and heat pump applications. Since the end of the 19th century, it has been our business to cool processes and products, and to control the temperature of goods in transport. After all, we have been excited about refrigeration for decades now. As a result, our staff enthusiastically goes about its development and production projects – to include preventive and remedial maintenance of your compressor based refrigeration systems.

Compressors for Commercial Refrigeration
-
You will find our compressors across today’s food and beverage industries, spanning the entire cold chain. In addition to many other uses, these compressors are ideally suited for refrigeration in supermarkets and food transport. Likewise, they support state-of-the-art refrigeration and air-conditioning solutions in petrochemical, chemical, pharmaceutical, marine and leisure facility applications. We develop these compressors as a global refrigeration expert with more than a century of experience.
- Open Type Compressor Units
- Open Type Compressors
- Semi-Hermetic Compressors
- Semi-Hermetic Units
- Vehicle Compressors
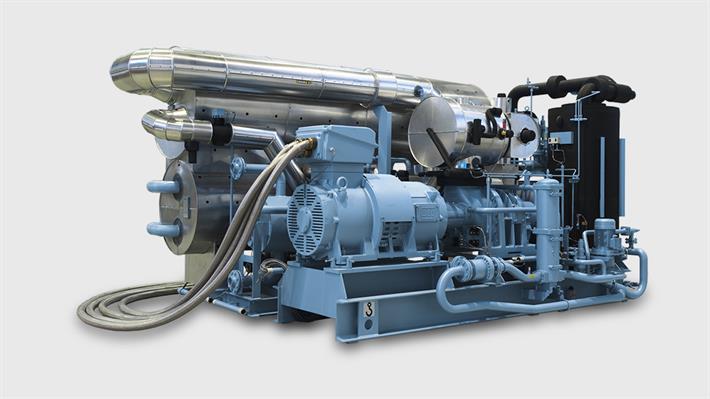
Compressors for Industrial Refrigeration
-
GEA offers a wide range of compressors for the industrial refrigeration and air conditioning. They are designed with a special focus on energy-efficiency, reliability, safety and easy maintenance. GEA's industrial compressor program comprises reciprocating and screw compressors as well as packaged compressor systems for cooling and heat pump applications.
- Packaged Reciprocating Compressor Systems
- Packaged Screw Compressor Systems
- Reciprocating Compressors
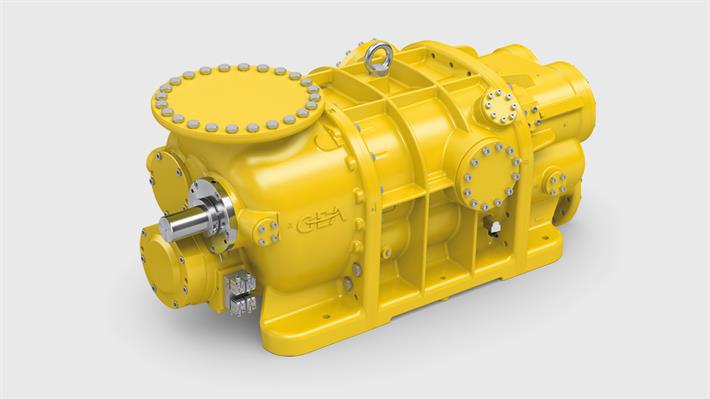
- Screw Compressors
- Service Equipment Compression
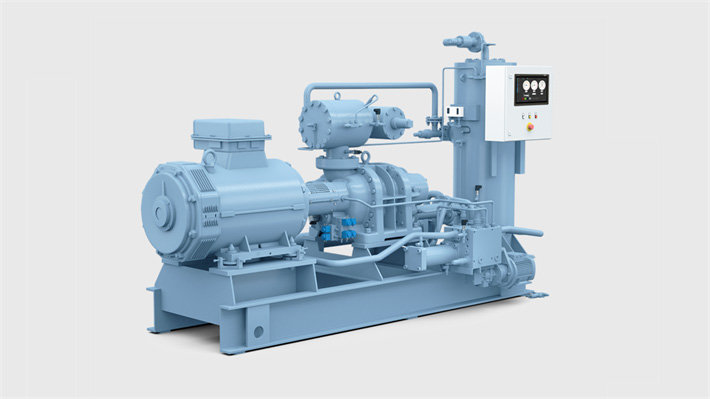
Gas Compressors
-
GEA gas compressors are key system components in oil & gas extraction and processing operations, in power generation plants with gas turbines, in chemical processing and in numerous other industries.
- Gas Screw Compressors

Jet Compressors
-
GEA jet compressors are constructed to unite the operating conditions accurately and efficiently. It is important to consider behaviour under varying operating conditions to find the accurate design of a jet compressor.
- Gas jet compressor
- Liquid jet gas compressor
- Steam jet compressor
- Thermocompressors
Liquid Processing Systems
- Based on a deep and fundamental understanding of the various processes in the industries, GEA designs and engineers process solutions – customer-orientated to fulfill our customers’ needs. GEA specializes in the design of processing systems for all kinds of liquid, providing the highest degree of production safety. GEA provides a comprehensive range of advanced processing components developed and designed for the liquid processing industry. The range comprises everything from valves, pumps to tanks and complete process plants. Our product know-how, combined with our strong process engineering and design expertise, ensures correct plant design and hygienic solutions for all types of liquids. The design and process engineering philosophy of GEA is developed to meet new standards for energy saving, product quality and maximum plant output while complying with the strictest criteria for hygiene and safety at all time.

Carbonating Products
-
GEA carbonating systems are designed for the highly accurate continuous carbonation of beverages. The special injection process uses CO2 very efficiently, thus saving costs and reducing the impact on the environment. The finely effervescent distribution of the gas ensures a taste experience to tickle the palate.
DICAR™ Carbonation Systems
DIMIX™ Mixer/Carbonators

Deaerator Systems
-
Deaeration is the removal of dissolved gasses such as oxygen and carbon dioxide. All beverages are sensitive to dissolved oxygen; taste and color can be substantially changed. Additionally, dissolved oxygen adversely affects the filler performance. Therefore, it is important to use optimally deaerated water for the production of beverage like soft drinks.
Deaeration Systems
Fruit-juice Deaerator ON-EX
Water Deaeration Systems DIOX™
Water Deaeration Systems VARIDOX™

Flow Meters
-
The question as to “What’s in the pipeline?” is very relevant to the issues that process engineers face with regard to the manufacture of beverages or other liquid foodstuffs. Information about how much liquid is actually flowing through a pipe at any given time is very important when it is a question of monitoring and optimizing processes during production.
Electromagnetic Flow Meters for Liquid Processing

Fuel Conditioning Systems
-
Efficient operation of ship and power station diesel engines requires optimum fuel supply. This key condition is accomplished by the ViscoBoosterUnits for fuel treatment.
ViscoBoosterUnit

Heat Exchangers
-
Heat exchangers are at the heart of all process plants for heating, cooling, pasteurizing or UHT heating. GEA is established internationally as a specialist for technically and economically optimized process technology and a competent partner for efficient heat exchanger systems for the treatment of beverages.
VARITUBE® Tubular Heat Exchangers
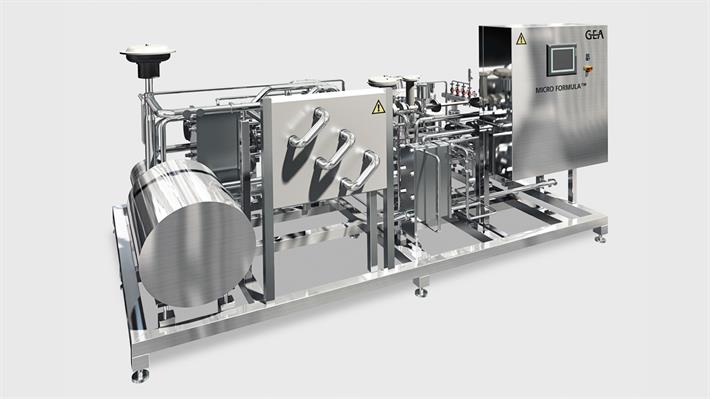
Microparticulation
-
Microparticulation has two different purposes – first of all it utilizes the waste product, and secondly it saves the environment from the impact of waste products and at the same time eliminates the need for removing them. For example, the microparticulated whey product can replace fat or milk protein in a lot of different dairy products.
MICRO FORMULA™ for Microparticulation

Mobile Metering System
-
Whether in wine cellars, breweries, fruit-juice processing plants or the soft drinks industry - mobile metering units with automatic cut-off are in demand everywhere.
Mobile Metering Systems DI-MOBIL™

Pasteurizers
-
Pasteurization is the process of heating every particle of a product to destroy pathogens. The heat treatment system to be used depends on the properties of the product and the results to be achieved. Here GEA offers solutions for all the different requirements. Depending on your product and the desired shelf life, you can choose between various methods of heat treatment, like short time heating – high temperature (STHT), high temperature - short time (HTST), or ultra high temperature process (UHT) by means of indirect or direct heating.
Compact Milk Pasteurizer MWA for Milk, Cream and Whey
Pasteurizer Systems for Dairy Applications

Standardization Unit
-
Standardization is defined as the industrial adjustment of milk or cream fat content to a precisely specified or desired value. In general, the fat content of raw milk is higher than the fat content of the various dairy products to be manufactured. The standardized fat content of these products usually ranges between a minimum of 0.5 and a maximum of 3.5 percent.
GEA standomat standardization unit for cream fat or milk fat
Separator and Standardization Unit GEA dairysmart for Milk, Whey and Cream

Sugar Dissolvers
-
Dissolving granulated sugar is an economically interesting alternative to the purchase of liquid sugar. With its sugar dissolvers, GEA supplies customized dissolving technology for any application. Whether continuously or in the tank. Whether cold or hot – we’ll solve it.
Sugar Dissolving Station
Sugar Dissolving Systems DI-SUGAR™

Thermal Treatment
-
Thermal treatment is an essential step in all production processes that have the goal to destruct micro-organisms by the application of heat.
Pilot Test Plants
UHT Plants

Water Treatment Systems
-
The treatment of water on the high seas is subject to strict economic, technical and ecological rules and regulations. GEA is offering a wide-ranging portfolio of cutting-edge systems to protect the marine ecosystem while safe-guarding the investments of ship owners and operators. These highly efficient, future-proof systems are in line with IMO standards and remove potential hindrances so the operations of our clients and partners run smoothly and reliably.
BallastMaster marineX, powered by Trojan Marinex
BallastMaster ultraV
SeaWaterDistiller
Vacuum Systems
- Vacuum technology is used extensively in the chemical, pharmaceutical, food and oil refining industries and also to remove dissolved gases from water and other liquids. Where industrial processes use the vapor from the product instead of steam, GEA provides completely closed systems that are both ecologically and economically efficient.

Ejector Systems
-
Ejectors, are devices for the conveyance, compression or mixing of gases, vapors, liquids or solids in which a gaseous or liquid medium serves as the motive force. They are "pumps without moving parts".
Ejector Test facilities at Karlsruhe R & D Center
Ejectors
Variable - Flow Ejectors

Vacuum System
-
Vacuum systems are based on jet pump technology. They essentially consist of combinations of jet pumps and condensers.
Combined Steam Jet and LRVP Systems
Dry condensing vacuum systems
High Corrosive Resistant Vacuum Systems
Multi-stage steam jet vacuum pumps
Product Driven Steam Jet Vacuum Systems