


- Offer Profile
- WFL Millturn Technologies
GmbH&Co.KG is the leading supplier in the field of complete machining.
WFL is the only manufacturer worldwide that focuses exclusively on the production of multifunctional turning-boring-milling centers. Today, in many high tech companies, the trade name MILLTURN stands for the central machine tool for the production of complex components with highest precision. Both the modular structure of the MILLTURN’s and the tailor-made special solutions guarantee the perfect solution for complex manufacturing tasks.Visit us on:





MILLTURN
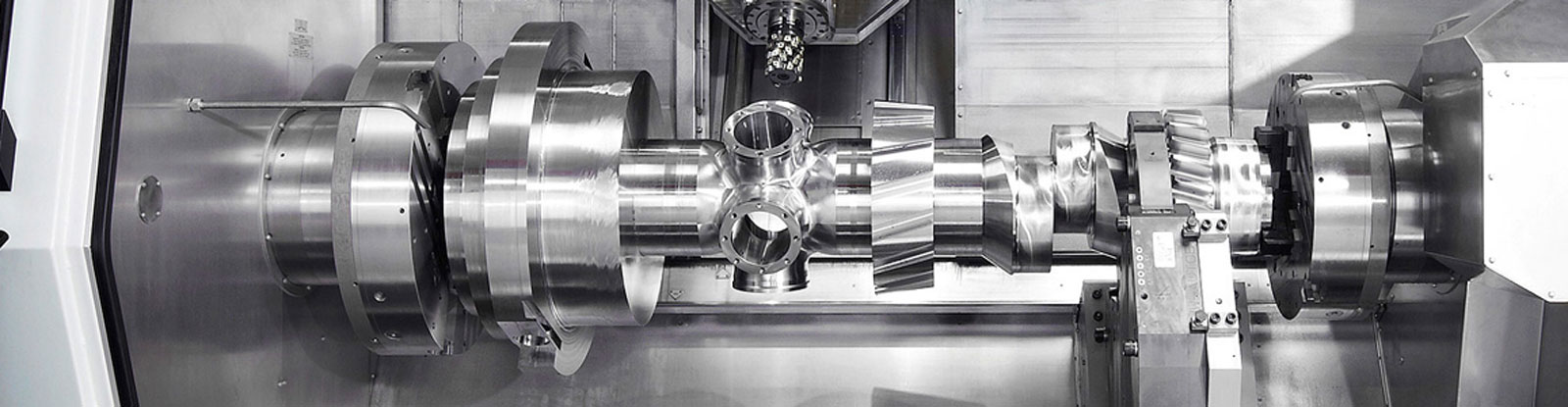
All machining technologies together in one machine
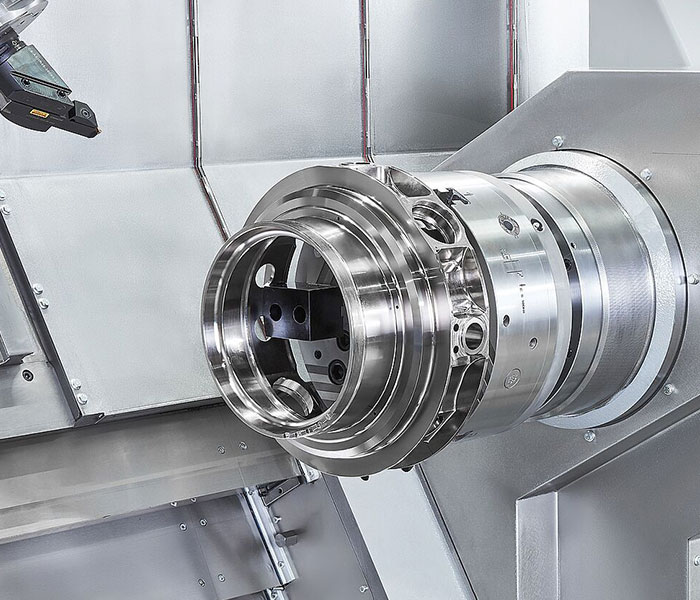
Combining all machining and measuring operations into a single MILLTURN complete machining centre from WFL massively increases the efficiency of your manufacturing. The unique MILLTURNTM machine concept and turning-boring-milling unit with gearbox guarantees unparalleled chipping performance with the highest level of precision. An investment that pays dividends very quickly.
Find the right MILLTURN for your application:
WFL currently has over 20 different MILLTURN models available: With turning lengths from 1000 to 14000 mm and turning diameters from 520 to 2000 mm, an extensive range of workpieces can be machined completely. Almost all MILLTURN models are also available as counter spindle variants (with the identification – G).MILLTURN STANDS FOR:
- Wide range of machining technologies
- Highest level of productivity
- Highest stability and precision
- Highest flexibility in manufacturing
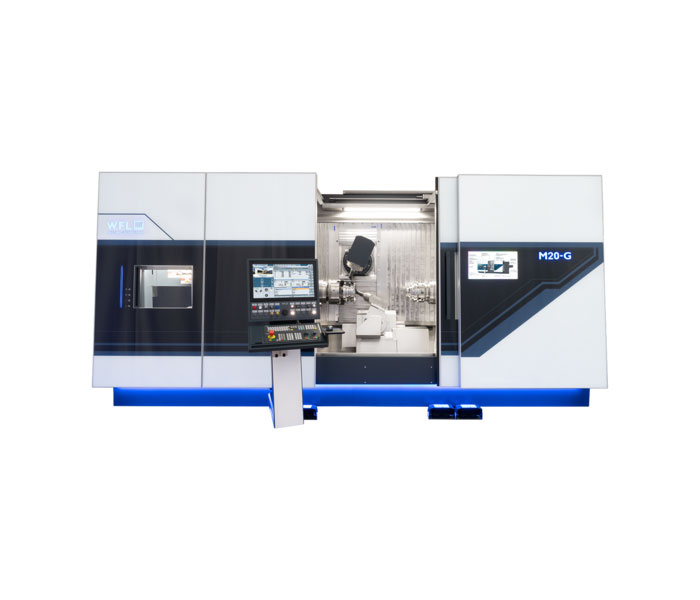



M20, M20-G MILLTURN
- Smart Machining
The M20 MILLTURN is the latest addition to the MILLTURN range and the ideal solution for users who are looking for a powerful complete machining centre. Special features include the high stability of the machine as well as a holistic motor spindle concept, which encompasses practically every machining technology. Decades of expertise in complete machining have gone into the development of a completely new machine. Both the design and the technology are highly advanced. The range of applications covered by the M20 is almost infinite. The machine is capable of carrying out demanding and complex machining tasks found in the aviation, automotive, engineering and plastics industries. Thanks to its extreme flexibility, the machine is also ideal for contract manufacturers.
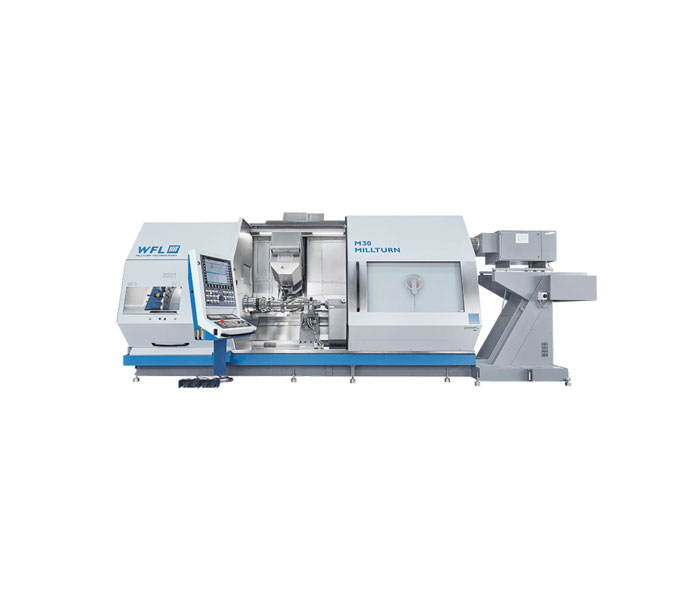



M30, M30-G & M35, M35-G MILLTURN
- The little one for everything
The multifunctional turning-boring-milling centers M30/M35 and M30-G/M35-G allow complete machining of complex shafts and chuck parts with a swing of up to 520mm and machining lengths of up to 2000mm. It can thus function as a lathe, a 5-axes machining centre and if needed as a gear-cutting or deep-hole drilling machine.




M40, M40-G & M40X, M40X-G MILLTURN
- The genius of productivity
With the M40, M40-G, M40X and M40X-G MILLTURN series, WFL Millturn Technologies is presenting a new generation of multifunctional turning-boring-milling centres for one-hit machining of complex chuck and shaft parts up to 520 mm swing over bed. Beside superior output and torque values of the spindle drives, the imposing feed forces in all axes make for superb dynamics and maximum productivity.
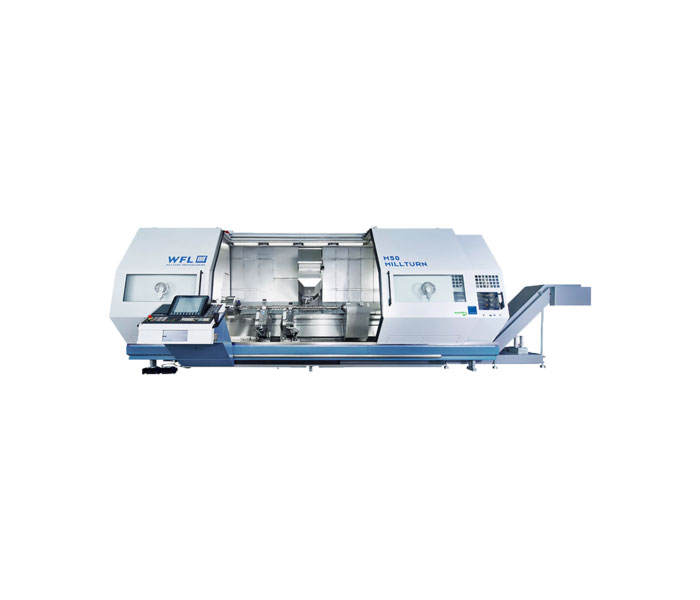

M50, M50-G MILLTURN
- The power pack
With the M50 and M50-G MILLTURN series, WFL Millturn Technologies is presenting a new generation of multifunctional turning-boring-milling centres for one-hit machining of complex chuck and shaft parts up to 670 mm swing over bed. Turning, milling, drilling, hobbing, shaping, gun drilling as well as ID machining can be performed under any angle of the tool. The interpolation of up to 5 axes makes machining of any geometrical profile possible.

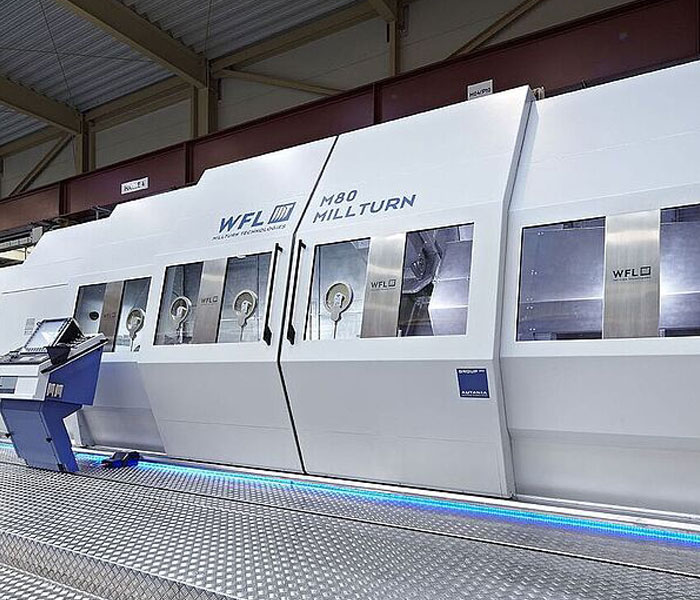

M80, M80-G & M80X, M80X-G & M85, M85-G MILLTURN
- The all-rounder
An essential feature of the M80 MILLTURN is the enormous variety of configurations possible out of the modular machine concept together with the best size for the individual machine configurations. The machine concept is based on minimized distances of tool and workpiece to the bed and widest possible guideway distances resulting in an optimum situation for rigidity and ideal geometries. All center distances (except 1000 mm) are also available in a counter spindle version and for a further productivity enhancement an additional tool turret can be offered. Due to the innovative machine design the bottom guideways do not require any telescopic covers. Just straight stainless steel sheet metal makes perfect chip flow. The new tool magazine is accessible from the front of the machine and is a compact, stable and truly maintenance-free unit. A highly dynamic tool changer with rack and pinion drive is equipped with linear axes thus avoiding any centrifugal forces caused by rotation so even tools with 35 kg in weight are handled safely and quickly.

M100, M120, M150 MILLTURN
-
The top tier
With the models M100, M120 and M150 WFL Millturn Technologies is presenting the absolute champions of multifunctional turning-boring-andmilling centers, allowing one-hit machining of complex workpieces of up to 8m* length. Besides superior output and torque values of the spindle drives, the imposing feed forces in all axes make for superb dynamics and maximum productivity. Turning, milling, boring, gear cutting, gun drilling as well as ID machining can be performed under any angle of the tool. The interpolation of up to five axes makes machining of any geometrical profile possible. The sturdy, single piece 60° slant bed made of grey cast iron and the use of generously dimensioned guideways with extra-wide size ensure perfect stability and optimum antivibration behaviour. The incomparable number of hardware and software options plus the meticulously designed machine structure are the consequence of many years at the edge of technology.


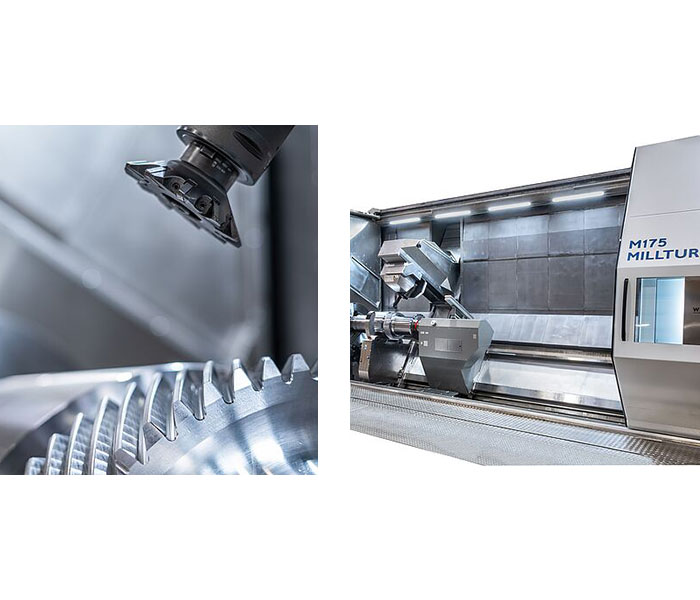
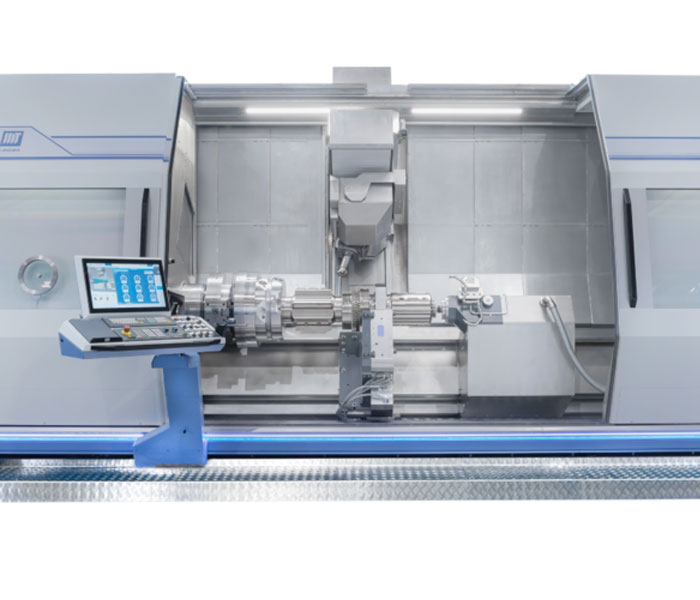
M175 MILLTURN
- The new dimension
Bigger, stronger, faster - with the latest M-series product - the M175 MILLTURN - WFL is launching a new giant of complete machining. This contains significant innovations, ensures the highest precision and an advantageous versatility for customer requirements. The new turning-boring-milling unit offers a max. swing diameter of 1750mm and can accommodate up to 15.000kg heavy workpieces very stable due to the new, large-sized bed guideway for steady rest and tailstock. The turning-boring-milling unit has an X-axis travel of 162mm and a Y-axis travel of 1100mm and can therefore be used uncompromisingly and universally, e.g. for deep radial machining. Due to the large volume box structure of the turning-boring-milling unit cross slide with a very wide bed guide base and multiple arrangement of ground gliding guideways in the X- and Z-axis, the tool carrier system has a particularly high stability. This massive and powerful construction is combined with proven main and milling spindle systems, whose 113kW and 58kW drives are extremely reliable in their performance.


M200 MILLTURN
- The giant
Designed by the Austrian high tech company WFL Millturn Technologies, the M200 MILLTURN is a first-class multifunctional turning-boring-milling center. Complete machining enters a whole new dimension with this revolutionary machine-tool generation. Established MILLTURN-assemblies were combined with a new machine bed concept in order to create an uncompromising turning-boring-milling center for complete machining of large work pieces. Different headstock and tailstock versions cover operations ranging from the production of aerospace components with large swing diameters to the production of large and heavy chuck or shaft parts.


M70, M70-G MILLTURN
-
The Potential Unlocker
The M70 MILLTURN boasts an enormous variety of options from the extensive and well-known WFL modular system. These design ratios have been optimised for the specific machine versions, resulting in an impressive range of functions. The machine concept is designed to minimise the distances between the workpiece, tool and slideways while maximising the distances between the individual guideways. This results in optimum stability and geometry. The easily accessible front-loading tool magazine is characterised by its compact, stable design and safe access.
Turning machines for the highest demands
- Based on the MILLTURN machine concept, WFL builds
inclined bed turning machines for the highest level of stability and
functionality.
The T-Series
The models T40 to T150 are inclined-bed turning centers with one or more tool turrets (available with driven tools and C-axis) for heavy machining as well as for high-precision machining of shaft and chuck parts.
The benefits are clear:- Easy and reliable mechanical engineering
- Highest stability and precision
- 2-/4-axis turning
- Entirely closed working area
The TB-Series
The models of the TB-series are the perfect solution for complex turned parts as well as for turned parts that needs a high number of tools. The TB40 to TB150 allows the high-precision machining of shaft and chuck parts up to 1500mm diameter and up to 8000mm workpiece length.
Special challenges call for special solutions: WFL turning machines in the TB series are equipped with Y- and B-axes, as well as external large-capacity tool magazine and an automatic tool changer. The optional prismatic tool system enables automated use of especially long and heavy tools: The options for challenging machining are therefore massively increased.
The benefits are clear:- Tools with a high level of wear require a high stock of tools
- Ideally, complex turning contours could be milled smoothly with a (standard) tool using a B-axis
- Thanks to a generous Y-axis, precise diameters can be measured exactly during the machining process
- Due to the inclined bed concept and the fully enclosed working area, pre-machining using highly productive chipping rates can be carried out cleanly
Automation

-
The word “automation“ is derived from the Greek autómatos which means “to act independently”.
Depending on the customer's requirements, different automation solutions are used for automatic loading and unloading of workpieces. The offer ranges from gantry loaders to articulated robots. Peripheral transport and storage systems for workpieces, tools and jaws can be combined as desired.
YOUR ADVANTAGES:- 24/7 production with minimal operating effort
- Suitable for small batch sizes
- Ideal for repeat orders
- Customer-specific options such as outward transfer of samples, inscribing, cleaning, raw part measuring, etc.
- Additional machining using robots (e.g. deburring)
- Camera-based recognition system
- Data exchange via Profibus or OPC-UA

GANTRY ROBOTS
- Gantry robots are amongst the most effective automation solutions for production processes.
Because of the modularity related to its design, the loader can not only create large travels and work spaces, but also masters huge loads. The operation and programming of gantry loaders is no big deal thanks to its linear axes. This is a crucial factor, especially in producing small batches.
There are two possibilities for loading the machine: from above through a loading hatch or through the open machine door. This approach ensures free access to the machine without requiring much space which is a major advantage in smaller production areas and regarding retrofit of automation solutions. Furthermore, it allows for quick and easy (un)loading of workpieces, simple quality control and prompt intervention. Standardised module components (weight category up to max. 200 kg; special components up to 1000 kg workpiece weight) provide the guarantee for a smooth process.

ROBOTIC CELL
-
The use of articulated robots within robotic cells proves to be one of the most flexible automation solutions for production machines and processes.
No matter if limited access to the machine, complex motion sequences, short cycle times or other additional tasks (deburring, cleaning, orientation, turning, etc.) – the articulated robot will find its way. Thanks to their mobility, articulated robots are versatile handling systems for assembly, handling and machining tasks. The operation and programming of gantry loaders is no big deal for the operator thanks to WFL’s excellent support. This is a crucial factor for the production of big and small batches sizes as well as for series production. The motion sequence of articulated robots is both flexible and extraordinary. The kinematic robotic arm can be equipped with various end effectors for gripping, lifting, positioning and holding. Another advantage is that several different procedures can be carried out using this automation solution. After positioning a raw part, the flexible arm can collect other semi-finished parts and pass them on to the next processing step.
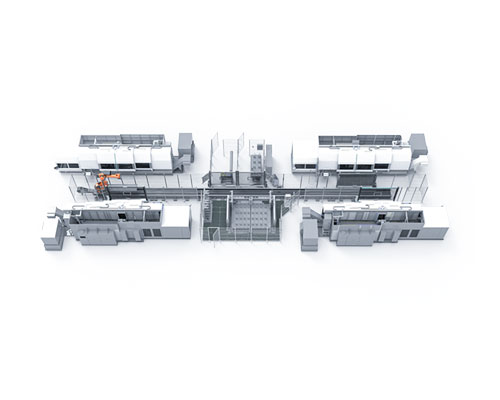
MACHINING LINE
-
The fastest way to a set up free production thanks to automatic changeover of jaws, tailstock tips and prismatic tools in conjunction with a servomotor gripper for covering an extremely large product range.
A unique automation project revolves around central automation of four MILLTURN machines. This turnkey system has a whole range of special features. Automatic changeover of jaws, tailstock tips and prismatic tools in conjunction with a servomotor gripper for covering an extremely large product range allows for set-up-free operation of the machines and automation solution. The system features a fully automatic gripper quick-change system and gripper warehouse. Servo grippers for workpieces up to max. 250 kg are used. Grippers for prismatic tools, tailstock tips as well as inner and outer jaws are also used. The 6-axis robot with 480 kg payload is mounted on a 7th axis. A range of grippers can be added to and removed from the production process fully automatically. An integrated drip tray collects coolant and chips.

MOBILE ROBOT AUTOMATION
-
The absolute novelty of automated production, enable a wide range of expansion stages and thus offer the greatest possible future security and competitiveness.
Mobile robots move around completely autonomously with no need for cables or human input for them to work. Another key advantage of mobile robots is that they avoid obstacles, meaning that they can be used in halls where the set-up is constantly changing and where machines and people are moving around. Sensors help to ensure that mobile robots move safely and efficiently between locations and work safely and efficiently with people, forklifts and other material handling equipment.
The ever-greater variety of models has meant that transfer lines have tended to be replaced by flexible line chains or by individual cells with a variable material flow. Using intelligent software in combination with the relevant automation solutions not only enables workpieces to be loaded and unloaded but also means that machining centres can be set up fully automatically through the automatic replacement of tools and clamping devices. WFL Automation strives to be an innovative automation partner and has therefore developed a mobile robot system to respond to this trend. This concept has scope for various expansion stages, making it as future-proof as possible.
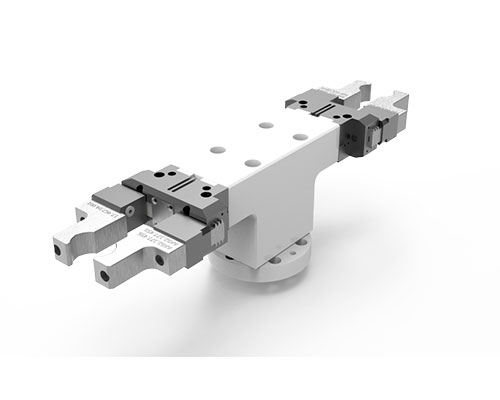
GRIPPER SYSTEMS
-
The gripper system is the connection between robot and workpiece. It is therefore an important element which has considerable influence on the flexibility, reliability and quality of the workpiece transfer. There are not only different versions of automation solutions, but also various gripper systems. Both offer several possibilities regarding implementation and application. The design of the gripper system as well as the gripper elements are subject to many different factors. Which one to choose depends on the range of workpieces, the space available in the transfer area and the requirements concerning accuracy in transfer.
Automation is always about reducing unit costs. For this reason, the economic aspect of the production has to be considered already during the project phase. Short workpiece changing times and low investment costs are required. WFL’s employees know best whether to opt for a single gripper, a double gripper or a multi-gripper in order reduce the changing time for parts.
ADDITIONAL STATIONS
-
Additional stations can be installed between machine tools and workpiece storages. They support employees by carrying out tasks which contribute to creation of added value, quality assurance or handling. Therefore, employees can monitor a bigger work area.

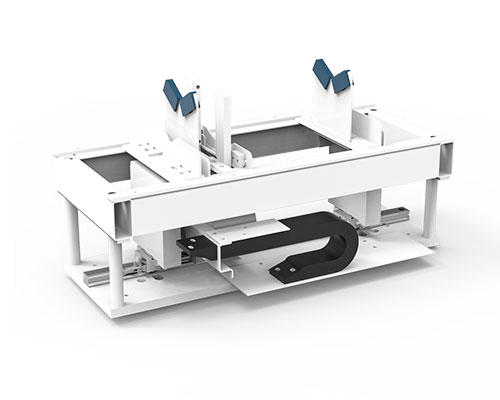
WORKPIECE STORAGE
-
Automation only leads to a significant increase in productivity, if there are enough raw parts and storage possibilities for machined parts.
The requirements for workpiece storages differ according to the form and quality of raw parts, batch size, cycle time and the customer’s manufacturing philosophy. Storage and delivery of workpieces are crucial for cells to work autonomously.
WFL’s team will find the perfect solutions for your request as they have their own standardised workpiece storages as well as special constructions or purchased storages.

CONTRACT MANUFACTURING
-
WFL’s team consists of experts dealing with the development and construction of highly complex automation solutions, which is of considerable benefit to contract manufacturing as well. The company focuses on small batch production and has an extensive machinery with 15 manufacturing machines. For this reason, WFL’s qualified manufacturing team can respond to their customer’s individual requirements.
We stand for flexible and fast performance and provide customers with an extensive service. Our offer in the field of contract manufacturing comprises:
- CNC turning and CNC milling
- Flat grinding
- Welding
- Production of finished assemblies according to customer’s construction
- Development and production of customised machines and assemblies
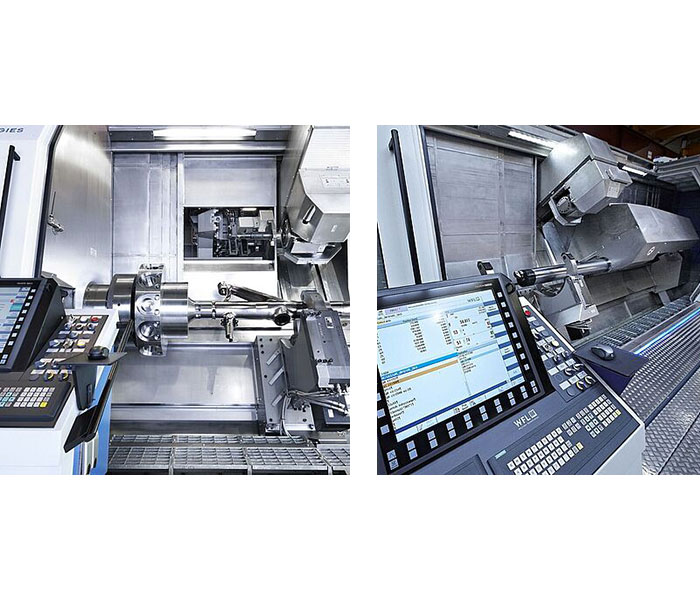
Software solutions
-
The suitable software solution for each and every machining task
In addition to the Millturn turning-boring-milling centers, WFL offers software products for easy programming of complex machining tasks, for 3D-simulation and effective collision prevention.Everything from a single source
WFL is using its decades of experience to offer well-engineered software solutions relating to the manufacturing process with a MILLTURN complete machining centre. The programming editor Millturn PRO, the simulation software CrashGuard Studio and the collision prevention software CrashGuard are perfectly suited to the requirements of complete machining. An unbeatable comprehensive package for cost-efficient and reliable production is being offered, together with the excellent detailed solutions for process reliability, ease of use and connectivity.The benefits of the WFL software solutions
- Perfectly attuned to the MILLTURN software of WFL (Millturn PRO, CrashGuard Studio and CrashGuard)
- Comfortable programming on the PC and on the machine control
- Extensive range of standard and special technologies
- Considerable reduction in programming effort with WFL technology cycles
- Well-engineered solutions for process optimisation and maximisation of process safety
- Considerable reduction in tool costs thanks to advanced tool management
- Future-ready due to the best connectivity
Machining technologies
- Thanks to decades of experience in the field WFL is known as the leading technology provider in complete machining. Thousands of machining problems solved evidence its unbeatable competence and the significant technological superiority.
WFL develops tailor-made technologies and cycles to satisfy specific customer requirements. Any machining technology can be performed on a Millturn – from deep-hole drilling to gearing. 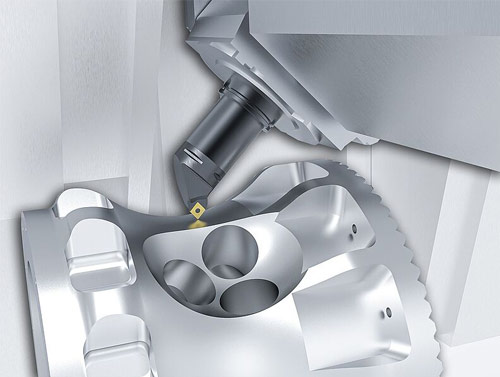
TURNING
- No need for a series of different turning tools because one turning tool can be used in a variety of different angles and the cutting blade can be inverted for clockwise and counter-clockwise machining operations. Machining time can be reduced by up to 50 % by using two cutters at the same time (4-axes-turning).
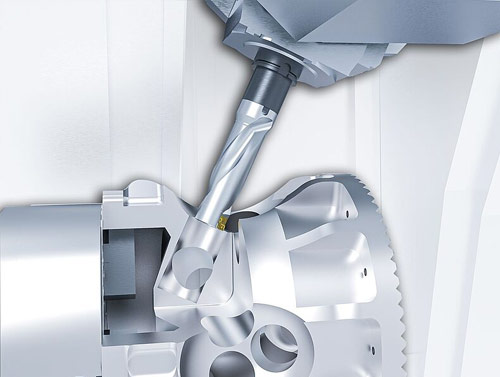
BORING
- Machining with coolant supply through the tool, regardless if the tool is in a radial, axial or an inclined position. No need for clamping workpieces into various machines and thereby losing accuracy. Thanks to very high feed forces and high power, drills with large diameter can be used with optimum performance even at low speed.
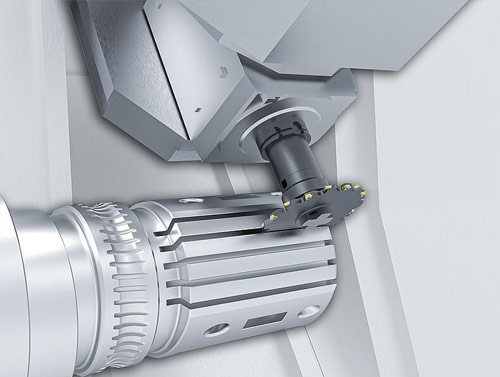
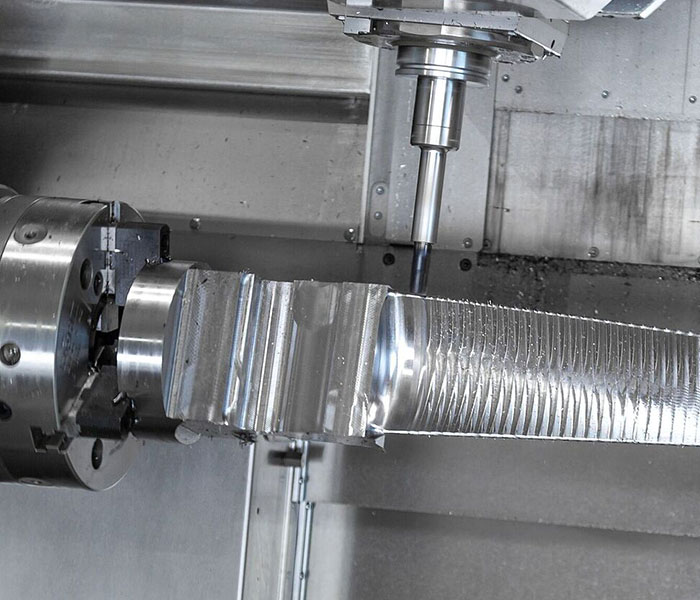
MILLING
- Milling of flats and slots is possible in all angles. Thanks to the interpolation of up to 5 axes, the geometric shape of workpieces is practically unlimited. The Y-axis with its own collumn allows the use of disc cutters with large diameters without danger of collisions.
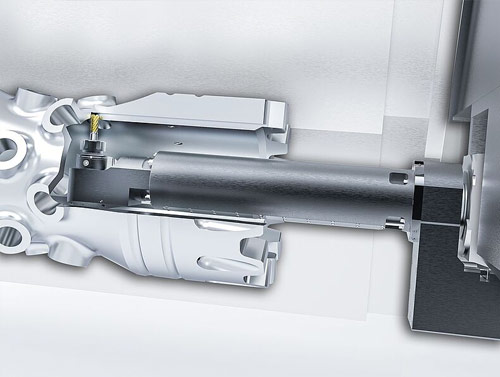
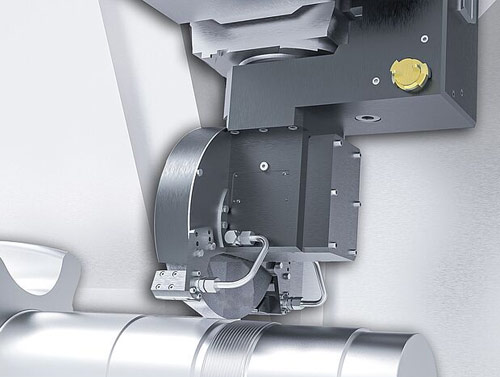
ID MACHINING TOOL
-
A prismatic tool accomodation allows the automatic use of heavy ID-machining tools such as boring bars, solid drilling tools or rotating deep hole boring tools with internal coolant supply. Vibration damped boring bars can be used up to a dia. – length ratio of 1:14.
- Powerful - for maximum power transmission
- Reliable - for maximum cutting volume
- Flexible & agile - for machining of hard to access area of the workpiece
- Intelligent - equipped with sensors to protect workpiece, tool and machine
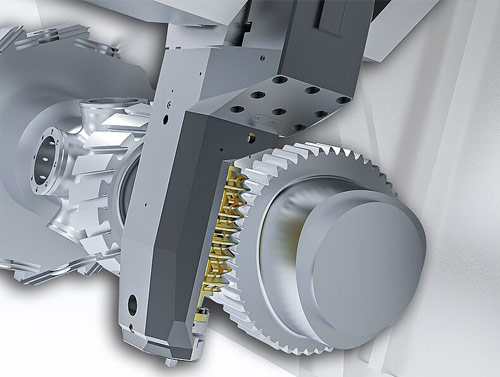
Flanx - WFL gearing solutions
-
High quality standards, profile accuracy and machining solutions that offer both reliability and flexibility are features that are critical when manufacturing gears.
This has led WFL to develop new technologies. Cutting gears on MILLTURN complete machining centres is the answer and offers the perfect capabilities for your project.
ADVANTAGES
- No specialized machine required
- Manufacture using standard milling tools
- Large gear teeth can be cut on proportionally smaller machines
- Manufacture of gear teeth with limited space at the heel and toe (low milling run-out)
- Both hard and soft machining possible
GRINDING AND FINE MACHINING
- Several procedures like grinding, lapping, roller-burnishing and polishing can be used for surface improvement. Tools can be mounted directly onto the milling spindle.
SPECIAL TOOL HEADS
- Angled tool heads and high speed tools can be stored in the tool magazine and changed automatically. Especially big and heavy angled tool heads can be clamped in the prismatic tool accomodation.
Measuring technologies
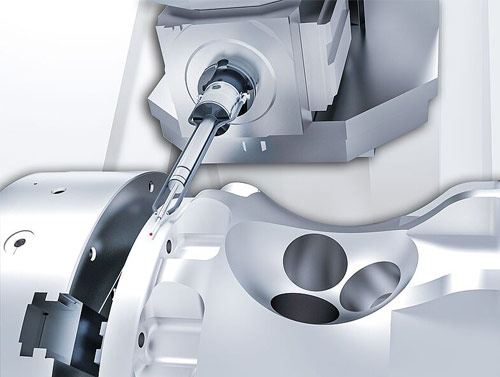
MEASURING TECHNOLOGY
- Easy programming of complex probing with a comprehensive cycle package. In turning, milling or boring the sequence "semi finish cut - probe - finish cut" produces extremely high accuracies in size and position even with complex workpieces.
The probe, which is stored in the standard tool magazine, is used for fully automatic length and circumferential orientation of workpieces after clamping by means of pre-machined or cast features.
After and during machining the results can be gauged and stored on the hard disk, transmitted via Ethernet or printed showing the final dimensions.

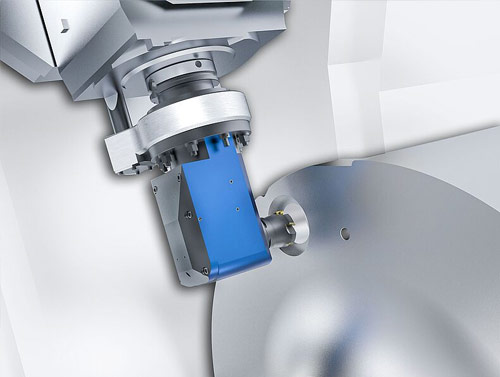
ULTRA SONIC MEASURING
-
The automatic ultrasonic wall thickness measurement is used for accurate quality control. The measuring tool is protected with a PVC cover and directs the ultrasonic signals via the coolant.
The measurement result is displayed directly at the control in real time. Typical application areas for ultrasonic measurement are in the aerospace industry, e.g. for the testing of engines.
Additive Manufacturing
- Laser cladding, laser welding as well as laser hardening are becomming possible on a MILLTURN of WFL. The advantage is the automatic change of the laser head including laser cladding optic, that can be directly mounted on the turning-boring-milling unit via the prismatic interface.
During laser cladding high build-up rates can be achieved not only for linear paths (e.g. laser cladding of injection screw, build-up rate: 2940 g/h) , but through the use of the many NC axes of the MILLTURN almost any geometric form is possible.
Complex cooling channels or bented connection flange can be manufactured efficiently. 
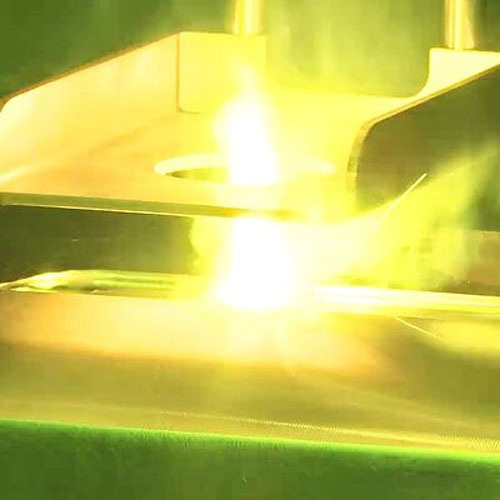
LASER CLADDING
- During cladding, an inert gas is used to focus the powdered metal on a point of impact through a ring nozzle. The laser beam is also focussed on this area, which results in the creation of a melt pool. The molten powdered metal settles in this pool and then solidifies. The width and height of the material cladding that is being applied is determined by precisely balancing the energy applied and the traversing speed of the laser beam with the amount of powder being fed through the machine.

LASER HARDENING
- The cladding laser head can also be used for laser curing, and an optional lens, which has been optimised for the curing process, can be installed. In this way, tooth flanks can be immediately cured after milling during the manufacturing of gear teeth, for example.
LASER WELDING
- For laser beam welding a head with a different lens is required. During gap welding and deep gap welding, a far narrower focal point is required for the laser beam in order to achieve increased welding depth on the one hand and to keep the heat-affected zone as small as possible on the other. The aim is to develop an alternative to narrow deep bore holes, for example. In this way, a cooling channel can first be milled into the outer contour of a component, for instance, and a covering can then be welded over the top of it. This not only makes the machining process easier, it also offers completely new possibilities in terms of shape. It will also be possible to weld rotating parts together concentrically. These would previously have been manufactured in parallel on the main and counter-spindle of the machine.