
- Offer Profile
- Ever since founded in 1999 as
a supplier of special machinery for the plastics producing and plastics
processing industry ECON has been developing continuously. Our defined goals
are leadership in technology, providing high quality products and leadership
in the market sector. For us, "Pelletizing is in our DNA" and our passion
for technology is only surpassed by our passion for your success and
enabling you to achieve the impossible.
» underwater pelletizing systems
» pellet & bulk material dryers
» air pelletizing systems
» screen changers
» pyrolysis furnaces
PRODUCT OVERVIEW

UNDERWATER PELLETIZING EUP, PROCESS WATER AND DRYING SYSTEM EWT
-
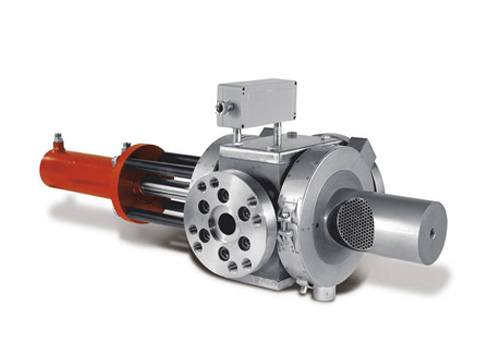
ECON is the leading provider of underwater pelletizing technology with thermally insulated die plates. The die plate is fixed on the heated carrier body. The thermal insulation ensures that the melt in the die holes will not "freeze". ECON pelletizers are not sensitive to fluctuations in output, thus making the pelletizing process extremely reliable and guaranteeing high operating efficiency.
In addition, the compactly and clearly designed ECON water treatment and drying system is an effective solution for drying the pellets. The continuous filtration of process water ensures low maintenance requirements. Because the pellet dryer is easily accessible and free of dead spots, material or color changes can be done quickly. The complete pelletizing line can be easily adapted to different production conditions, thus increasing your flexibility.- all thermoplastic materials can be processed
- push-button start - automatic, fast and safe
- no "freezing" of die holes due to the thermal insulation
- CECONID® die plate - highly wear resistant for a long useful life
- constant pellet quality
- smallest possible pellets, even micro pellets
- compact unit, minimal space requirements, simple handling
- minimal energy consumption - highest energy savings
- optional components for your individual requirements
- low labor and maintenance costs
- bypass piping not required, less water loss
- continuous process water filtration, optional with automatic compact band filter
- easily accessible pellet dryer, free of dead spots for simple and safe cleaning
Types
Generally, ECON's underwater pelletizers are offered in combination with the water treatment and drying system (EWT).

VIBRATION DRYING SYSTEM EVS
-
Especially for materials with high filler content (e.g. with glass fibers or with mineral fillers), the vibration drying system is an excellent alternative to the standard centrifugal dryer. The gentle drying of the pellets ensures little wear and a low amount of fines. A residual humidity as low as 0.05 % can be reached.
Function
The vibration drying system consists of two or three sequentially arranged vibrating screens. The first stage serves for dewatering the pellets. In a dehydrator, the pellets are separated from the process water before they enter the screen. The process water is cleaned by an automatic band filter and recirculated to the process.
In the second stage, the pellets undergo further drying. Electrical damping registers are installed under the vibrating screen to generate a warm stream of air through the screens.
An additional stage can be installed to treat highly hydroscopic materials with even more stringent requirements for residual humidity.Types
The ECON vibration drying system is suitable for throughputs up to 3,000 kg/hr.

Air Pelletizer ELG, Water & Air Pelletizers EWA
-
The ECON air pelletizer was especially developed for processing wood and natural fiber compounds (such as WPC). Because water is used to cool and convey the pellets, processing wood-plastic compounds in an underwater pelletizing system requires a substantial amout of drying. Common drying methods are often unable to attain satisfactory levels of residual humidity.
The air pelletizer was designed to use air to cool and convey the pellets and thus eliminate any need to dry the pellets. At the same time, the system benefits from the thermal insulation, resulting in a uniform cut and easy conveying of the pellets from the "cool" cutting surface, without generating chains or agglomerates.
Among natural fiber compounds, the ECON air pelletizer is also well suited for processing PVC, which has a low inner specific heat, therefore requiring only minimal cooling.
The air pelletizer can also be combined with the ECON underwater pelletizing system, resulting in the water & air pelletizer EWA. Especially for laboratory applications this combination provides benefits in terms of flexibility and space requirements. With only a few modifications, one system can be used for both underwater and air pelletizing. Within just a few minutes the machine can be converted from air to underwater pelletizing and vice versa.- all advantages of the thermal insulation technology
- highest flexibility
- two different applications combined in one machine
Function
The air pelletizing system consits of a pelletizing unit, a conveyor fan with noise reduction cover, piping and a cyclone and an electrical control system.
The melt is directed to the pelletizing head with the die plate installed, and the emerging melt strands are pelletized.. The pellets are moved by an air stream that is produced by the conveyor fan. By the air stream the pellets are dried and are discharged through the cyclone.

Pellet Dryer S+L
-
ECON's pellet dryers, S+L, can be combined with the ECON water treatment and drying system, but they are also suitable for stand-alone operation. These dryers are often used in the recycling industry to dry bulk or mill material or flakes. These centrifugal dryers are characterized by their compact design and sturdy construction. Depending on the temperature, size and structure of the material to be dried, residual humidities between 0.1 and 0.5 % can be attained.
- compact design and sturdy construction
- high throughput
- gearless drive for maintenance-free operation
Function
Types
The granules/water mixture is supplied to the drying chamber through the inlet case, which is incorporated as a sieve in the bottom. The granules are collected in the drying chamber by a rotor equipped with blades and are spirally conveyed upward through the sieve basket. The water is collected by bouncing and rolling the granules frequently on the sieve basket. The dried product leaves the dryer in the airflow through the tangentially arranged nozzle on the dryer top cover. The water outflow takes place through an outlet in the bottom of the housing or in the housing side.
The pellet dryers are available with different input systems and/or several optional components (such as sound insulation), depending on your requirements. In addition, special gas or explosion proof and wear-protected designs are available.
Screen Changer ESD
-
With discontinuous screen changers, the screens are changed when the machine is stopped. The piston carrying the screen is moved out and the screen pack is switched.
For melts with very low viscosity (e.g. PET or PA), the ESD has been further developed to the "ECON thermo sealer" (ETS). This model offers air cooling at the end of the pistons and is therefore leak-free, even with low viscosity materials.- approx. 65 % effective screen area for higher throughput
- flow-optimized design of the melt channels
- extremely low pressure build up protects material and screens
- no dead spots for faster material changes
Function
To change the screens the machine has to be stopped. The piston carrying the screen is moved out hydraulically and the screen can be exchanged.
Types
The discontinuous screen changers are appropriate for throughputs from only a few kg/hr up to 2,500 kg/hr.

CONTINUOUS SCREEN CHANGER ESK
-
The continuous double-piston screen changer allows screens to be switched out during operation.
- all thermoplastic materials can be processed
- optimal design of the melt flow way - short melt residence time
- low pressure build up - to prevent thermal variations of the melt
- no dead spots for fast changes of material and color
- operational reliability and long durability
Function
Normally, the melt is spread over both pistons, each containing one screen pack. After a defined maximum pressure is met, one piston is moved out hydraulically and the screen pack can be changed. Meanwhile, the complete melt is directed over the second piston. After exchanging the screen pack, the piston is moved back and the production process continues. Afterwards the procedure is repeated with the other piston.
Types
The discontinuous screen changers are appropriate for throughputs from only a few kg/hr up to 2,500 kg/hr.

CONTINUOUS SCREEN CHANGER WITH BACKFLUSH SYSTEM ESK B
-
The continuous double-piston screen changers with backflush system provide major advantages with their fully automatic cleaning of the screens as soon as a defined maximum pressure is met.
- all thermoplastic materials can be processed
- optimal design of the melt flow way - short melt residence time
- low pressure build up - to prevent thermal variations of the melt
- no dead spots for fast changes of material or color
- approx. 75 % effective screen area
- operational reliability and long durability
Function
Types
The piston in the backflush unit redirects the melt flow, so only one piston with screens is currently being used in the production process. The other screen pack is flushed backwards, so any contaminants with only minimal melt are removed from the screens through the backflush unit. Afterwards the process is repeated with the other screen pack.
The continuous screen changers with backflush system are available for throughputs up to 3,750 kg/hr.

Pyrolysis Furnace EPO
-
The ECON pyrolysis furnace was developed for environmentally friendly and gentle cleaning of extrusion and filter parts. Thermoplastics and mixed plastics are removed under vacuum without any cleansing agent at a variable working temperature. Sensitive parts are protected due to the precision setting of the temperature. Your advantage: fast, cost-effective and residue-free cleaning for an extended lifetime.
- gentle removal of thermoplastic materials and mixed plastics
- extended lifetime of tools and filter parts
- environmental safety, TÜV-certificate
- easy handling and highest reliability
- low-maintenance, oil lubricated vacuum pump
- no process water necessary
- no emissions because of activated carbon filter
ECON-ADVANTAGES
-
PELLETIZING IS IN OUR DNA
For more than ten years, ECON has been THE specialist for underwater pelletizing systems. The continuous development of our technology has made us the innovation leaders in underwater pelletizing, especially with our patented thermal insulation technology. Just as important as continuing to develop innovations is our focus on finding the right solution to optimize the production processes of every individual customer.
We are ECON – the innovation leader with unique ideas, easy-to-operate machinery and a distinctive sense of responsibility for our environment. This mission is reflected in our successful invention, development, manufacturing and worldwide marketing of innovative solutions for screen changers and underwater pelletizing systems. For us, "Pelletizing is in our DNA" and our passion for technology is only surpassed by our passion for your success and enabling you to achieve the impossible. PATENTED THERMAL INSULATION
-
- no freezing of the die holes
- constant melt temperature over the complete length of the nozzle
- no overheating of the melt
- larger throughput range per hole (up to 1:8)
- minimal heat flow to the process water
- saves energy
FOR ALL THERMOPLASTICS AND SPECIAL APPLICATIONS
-
The innovative technology of ECON makes the pelletizing of plastics possible
where it could not otherwise be pelletized. By means of the patented thermal
insulation, materials can be pelletized with high temperature requirements or
high percentage of filled materials. Also, materials with a high melt flow rate.
- high temperature ranges
- compounds with high filler content
- high MFR (melt flow rate)
- rubber-like, adhesive and viscous materials
- micro pellets
EASY AND SAFE OPERATION
-
With the operation of ECON pelletizers, we combine two essential requirements:
Easy to operate and safety of operator and machine. With the linear bearings,
easy accessibility of the die plate, residue-free material change and hydraulic
locking system, the ECON pelletizer concept guarantees easy and safe operation
- easy and safe operation
- maximum process stability
- smooth, fast start-up process
- operational safety
ENERGY-EFFICIENT SOLUTIONS
-
Our Thermal Insulated die plate saves energy two ways. On the one hand, the
process water is barely heated up by the patented thermal insulation, thus, less
cooling energy is required. Furthermore, less extrusion pressure needs to build
up less energy consumption and lower operating costs.
- minimal heating of the process water
- less cooling energy
- up to a ⅓ less extrusion pressure
- low heating power requiredwww.econ.
DEVELOPMENT AND INNOVATION
- Continuous improvement processes, stimulated by employees and customers, are an essential component of our innovated management team. New developments are tested and proven in our technical center in Austria. We also offer our customers and prospective customers the opportunity to do a trial with their own material, engineered to their individual requirements, at all branches.