GE Aviation uses intelligent crane and lifting technology from STAHL for servicing jet engines
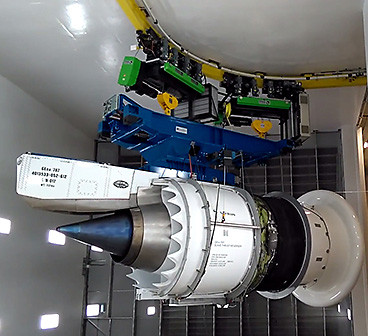
Photo by STAHL CraneSystems GmbH
GE Aviation, a division of the American conglomerate General Electrics, manufactures jet engines for aircraft. For maintenance of the highly specialised engines, a new plant with a state-of-the-art test laboratory was built in Três Rios, Brazil, in 2018, using intelligent technology from STAHL CraneSystems. STAHL Talhas, the Brazilian partner of STAHL CraneSystems, developed a sophisticated, highly automated solution for transporting the engines through the halls and the testing area.
The GEnx engines of a Boeing 787 Dreamliner accelerate the 245-tonne aircraft to up to 945 km/h during take-off. To ensure the safety of the engines despite the extreme stresses, they have to be serviced and overhauled regularly after 2,500 to 15,000 take-offs and landings. GE Aviation maintains various service locations worldwide for maintenance of its engines, including the company GE Celma in Brazil. More than 300 aircraft turbines are serviced at GE Celma’s main complex in Petropolis every year. The engines are dismantled completely, inspected, cleaned, repaired if necessary and then reassembled – a procedure that can take up to 65 days and involve over 12,000 parts. Every jet engine is tested under simulated flight conditions (e.g. take-off, landing, cruise mode) in a special test cell before it is put back into service. The Dreamliner’s new large GEnx engines require larger maintenance areas and more efficient test cells. For this reason, a new plant was built in Três Rios with one of the largest and most modern test bays in the world. The plant is equipped with comprehensive control technology for fast data processing, automatic fault diagnosis and real-time display of test results.
The intelligent crane and lifting technology in the facility comes from STAHL CraneSystems and was installed by the company’s certified partner in Brazil, STAHL Talhas. The engineers and technicians from STAHL Talhas developed and built a highly automated custom transport system to manage the complete handling of the turbines – from unloading on arrival to transport to the maintenance stands and safe suspension in the turbine testing room. “The complexity of the facility called for a high degree of technical sophistication,” explains Sandro Galtieri, Managing Director of STAHL Talhas. “On the one hand, the low overall height of the plant posed a particular challenge for the development of the structural and mechanical design. On the other, the entire operating logic, including electrical design and software, placed high demands on our engineers. The hoists and cranes communicate with each other permanently to ensure that everything runs smoothly in the plant.”
The material handling system erected by STAHL Talhas consists of a central aisle, eight maintenance areas and a testing area. The engines must be transported safely from the central aisle to the eight maintenance bays on the right and left and into the testing area. The turbines in the central aisle are handled by a double girder overhead travelling crane with a lifting capacity of 40 tonnes. In addition to this, STAHL Talhas installed a single girder overhead travelling crane with a lifting capacity of 10 tonnes to transport turbine parts and components. The eight maintenance areas are equipped with monorails. The crane runways are connected by an interlock system for crane locking: a modern camera-based system detects the current position of the runways with the help of bar codes and automatically aligns them with a positioning accuracy of ± 1 mm. This ensures a smooth transition between the crane runways. The cranes and hoists are operated independently via radio remote control. “A special crane design was required to transport the turbines into the test cell,” says Sandro Galtieri. A monorail runway with a curved section was installed here.
In all, four frequency-controlled SHF 60 wire rope hoists, each with a lifting capacity of 20 tonnes, and two frequency-controlled SHF 50 wire rope hoists, each with a lifting capacity of 5 tonnes, from STAHL CraneSystems are used. A selector switch on the radio control can be used to switch between tandem operation and normal operation of the hoists. All hoists are equipped with articulated trolleys for entry into the test cell. Since the height of the monorail runway beam in the turbine testing room drops from 400 to 245 mm and the internal beam height is then only 201 mm, a special low articulated trolley had to be designed for the SHF 60 wire rope hoists.
When entering the test cell, communication between the hoists and the locking system of the test cell is particularly important. In the passage to the testing room the monorail runway has a section that can rotate 90°. This section is motorised and has its own operator panel. The hoists can only enter the section if this section of the monorail is not rotated. The track section is released by means of specially developed sensors which communicate with the programmable logic controller (PLC) of the control panels. “The door of the testing room can only be closed when the rotatable section of the monorail is in rotated position. Here our system can also communicate with the customer’s own operator panel,” explains Sandro Galtieri.
During testing, the engine must be held by the integrated holding fixture of the test cell and not by the hoists. Using the slack rope monitoring function of the STAHL CraneSystems hoists, the control system recognises the correct placement of the engines in the holding frame. Only when this is ensured are the support pins between the hoist and the suspension device released. The entire weight of the engine then rests on the support structure and the test can be carried out correctly.
Following two years of construction, the new plant in Três Rios was inaugurated on 17 October 2018. On an area of 61.8 hectares, an average of 700 engines will be tested per year and up to 12 engines prepared for testing in parallel. In order for the new plant to be able to perform at full capacity, a further step is necessary. “The engines must be moved into the maintenance stations rear side first. For entry into the maintenance stations on the left, this makes it necessary to rotate the engines 180° in the central aisle. So far, only the maintenance stations on the right side can be used, so a rotating crab will soon be installed on the double girder overhead travelling crane to complete the system,” explains Sandro Galtieri. The Brazilian is visibly enthusiastic and delighted about the project: “The communication and coordination with GE Celma was very good and perfectly coordinated despite the many companies involved in the construction of the plant. With expertise and components from STAHL CraneSystems, we have developed and built a state-of-the-art system for one of the world’s leading aviation companies. We are really proud of this.”
For more information, please visit http://www.stahlcranes.com.
News Categories
- » NEWS HOME
- » Automation & Robotics
- » Industry 4.0
- » Material Handling
- » Sensors
- » Quality & Testing
- » Machine Vision
- » Laser & Optics
- » Metalworking
- » Motion Control & Drives
- » Hydraulics & Pneumatics
- » Process Industry
- » Renewable Energy
- » Agriculture
- » Home & Office Furniture
- » Environmental Tech



