Karnasch´s cross-border Network in CNC Micrometrology

Photo by Karnasch Professional Tools GmbH
MICROMETER PRECISION ALL THE WAY
In order to be able to produce a diamond-coated micromill with a diameter of 0.1 mm in a reliable process, you need experienced employees, precision grinding machines—and special measurement technology. At Karnasch Professional Tools, CNC machines such as Nano Matic from Werth Messtechnik are essential if you want to maintain shape tolerances in the micrometer range for series production.
15 years ago, Karnasch Professional Tools GmbH made the first microtools with diameters of less than 1 mm a part of their product range. Sales manager Sascha Karnasch remembers: “Back then we were pioneers who captured the niche market of microtools. Today we are a market leader in this segment, which speaks for the breadth, depth, and quality of our products.”Within the company, as well, microtools have now captured an important position. They are within the leading sellers in the CNC Tools product section.
Most recently Karnasch took over production at various manufacturing sites in Germany and Switzerland. There they have the latest CNC production and measurement equipment, to maintain production tolerances in the µm range with good process reliability, and can provide tools of the highest quality. This is vital for microtools, which impose tough requirements on the entire production chain due to their fine geometry. High-end grinding machines and precise measurement technology are essential. “Even ten years ago it became clear that the desired diameter for a mill was getting smaller and smaller, and that only special measuring equipment would allow us to produce at the defined tolerances,” explains Volker Mayer, who is responsible for technical support at Karnasch. Back then, those responsible went looking and found what they wanted at MT Microtool, now Tool MT. “Their Microtest measuring machine was just right for us—highly precise and extremely stable for this application.”

Karnasch Professional Tools guarantees dimensional and runout tolerances in the range of micrometers.
Photo by Karnasch Professional Tools GmbH
SERIES PRODUCTION WITH A RELIABLE PROCESS
The growing success of microtools, however, meant that numbers were increasing and the customer’s demands were, too. Ultimately, it came down to setting up optimized tool production that could reproducibly keep very tight production tolerances for batches of between 100 and 2000 parts. Karnasch talks about “Quality without compromises. We don’t want to leave anything to chance. We do not divide our products into A and B quality, depending on the what tolerance band of the tools fall into after the production process. If we offer a ball-nose mill with a form accuracy of ± 3 micrometers over the entire contour, then this will also be shipped to the customer in that condition—exclusively at the A quality level.“
This would not be possible without high-end measurement technology. A basic requirement is that the grinders can produce µm-precision parts in a stable process. In order to actually tap this performance, the worker must be able to set up, check, and correct the machines in temperature controlled production facilities by applying measurements from the machining process.
Because the Microtest measuring machine is not quick enough for series-production measurement due to its manual operation, Volker Mayer and his team of specialists looked around for a better solution. He found it at Werth Messtechnik—where Tool MT had, since 2009, become part of the Werth family of companies, specialists in coordinate measuring technology using optical sensors, multisensors, and computed tomography.
Their choice was the Nano Matic CNC tool-measuring machine, equipped with an image processing sensor and high-precision zoom optics. The Nano Matic is the successor to the Microtest machine proven at Karnasch and is also designed to measure microtools in a shop-floor environment. Mayer: “The Werth Nano Matic is CNC-controlled, like a machine tool, and is easy and fast to operate, which is what our series production needs. We use it to measure runout, diameter, and ballnose or corner radii on our tools. We also have a partner in the Werth Group whose size provides an enormous variety of measuring technology and great security.“
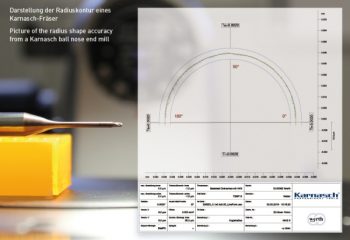
Depiction of radius correction for a Karnasch mill Photo by Karnasch Professional Tools GmbH
WERTH NANO MATIC DELIVERS RAPID, PRECISE MEASUREMENT RESULTS
Mayer emphasizes three essential factors of the Nano Matic: the patented principle of clamping and guiding the tool in a prism, the high-precision zoom optics, and the easy-to-use software. Christopher Morcom, managing director of Tool MT, explains the technical details: “The tool is guided in a prism, known as the V-block, and rotates about its own axis there without moving axially or radially. Any tumbling error, that is, a runout deviation through the axis of rotation, is avoided. This is absolutely necessary if—as is the case at Karnasch—high-precision external contour measurements are required. This is the only way to maintain shape accuracy of 0.002 millimeters on the tip of the tool, both when grinding and when measuring.” Another core element for measuring at Karnasch is the high-end zoom optics. Mayer is also very satisfied with this aspect of the Nano Matic: “The image processing sensor enables us to traceably measure our micromills with a ten micrometer corner radius, as well as larger tools.” Because some of the measurements need to be performed by the tool grinder parallel with production, simple and fast operation is necessary. This is another strength of the Nano Matic, as the tool to be measured is simply placed on the prism and the measurement sequence starts at the push of a button. Tool specialist Mayer indicates that other systems require more effort: In a classic chucking system, a sleeve had to be changed, depending on the shaft diameter, which prolongs the measurement process unnecessarily. “Here we can make a change-over in seconds, which saves an enormous amount of time for a 100-percent measurement of thousands of tools.” The user interface has also deliberately been kept simple. The measuring machines installed at Karnasch use WinWerth measurement software and a parameter program named Micromills that was specially developed for measuring microtools.
Depiction of radius correction for a Karnasch mill
The Nano Matic CNC tool measuring machine at Karnasch for measuring microtools in a shop floor environment. It is equipped with an image processing sensor and high-precision zoom optics.
TRANS-REGIONAL PRODUCTION NETWORK WITH IDENTICAL MEASURING MACHINES
Karnasch points out another challenge that the Nano Matic measuring machines have mastered: “Because our production is distributed across several locations in Germany and Switzerland, the measurements need to be performed uniformly.“This is why it is clearly defined how each tool is to be placed in the prism and which points are to be measured. All of the measuring machines must also provide correlatable results. Karnasch has made a reference tool set for periodically checking the machines, with twelve tools of various sizes.
The significance of measuring technology at Karnasch is made clear by Mayer with a particularly critical example. “We make a diamond-coated version of our microtools, which is designed for machining graphite electrodes. We guarantee the shape accuracy of such a diamond-coated ball-nose cutter, 0.1 mm in diameter, to be ± 0.002 millimeters. In order to be able to guarantee this level of quality, we perform a 100-percent inspection of the tools after various processing steps during the complex production process.” After an initial measurement of the carbide blank, it is ground at the production site and then inspected on a Nano Matic. If the tool is within the tolerance for release for shipment, it is sent to the central location in Heddesheim. There all products are measured again on a Nano Matic and a measurement report is generated.
The measurement report travels with the tools to the coater, who subjects the tools to an etching process in order to prepare a base for the coating. The coater then takes the dimensions again and applies a diamond coating of the prescribed thickness at the eroded location. After coating, a final inspection takes place—first at the coater, then again on the Nano Matic at the central Karnasch site. This means that only perfect tools are placed in stock. “An enormous effort,” as Karnasch is aware. “But we are the global market leader for diamond-coated microtools for machining graphite, when it comes to breadth of products and quality.”
For more information visit: http://www.karnasch.tools
News Categories
- » NEWS HOME
- » Automation & Robotics
- » Industry 4.0
- » Material Handling
- » Sensors
- » Quality & Testing
- » Machine Vision
- » Laser & Optics
- » Metalworking
- » Motion Control & Drives
- » Hydraulics & Pneumatics
- » Process Industry
- » Renewable Energy
- » Agriculture
- » Home & Office Furniture
- » Environmental Tech
Related Expos





Tags
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|