KNARR: THE NEXT GENERATION OF VENTING
Often, air or gasses are produced during the injection moulding process that must not be trapped in the cavity under any circumstances. Otherwise, cavities are created which are detrimental to the moulded part. To avoid quality defects in the plastic part, the excess air must be released from the closed system.
Sufficient venting has always been considered one of the demanding tasks in plastic injection moulding. Traditionally, this requirement has been met with ground surfaces on the ejector pin, for example. This undoubtedly achieves satisfactory results with regard to venting – but other risks such as burr formation or poorer guiding behaviour and thus significantly more wear have to be accepted.
HELICAL GEOMETRY AS A SUPERIOR SOLUTION
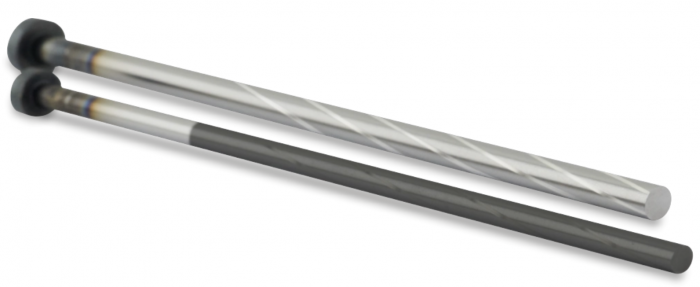
KNARR meets the challenge with a high-precision helical geometry that ensures reliable venting. “Even in our own mould making, we are repeatedly confronted with the difficulties of venting. The solutions available to date have all been less than ideal,” says Florian Schneider from KNARR’s technical sales department, explaining the reasons for the new approach.
WIDE RANGE OF DIMENSIONS
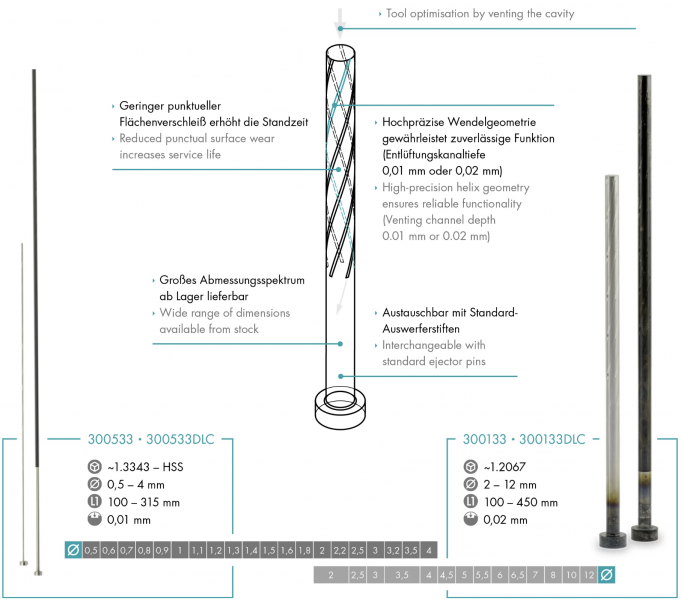
The ejector pins for ventilation are not only available in all common diameters between two and twelve millimetres, but also in intermediate sizes and up to a standard length of 450 mm. In special solutions, the ejectors are also manufactured up to a length of 750 mm including the helical geometry. As an additional standard to the hardened version (300133), KNARR also offers the vent ejector pin with a DLC coating (300133DLC). The robust DLC coating does not require any further lubrication and is particularly suitable in this application to prevent clogging of the helical geometry.
OPTIMISED APPROACH
Thanks to the helical geometry and the resulting unequal arrangement of the surfaces, we achieve significantly improved guidance of the ejector in the fitting bore and thus significantly lower wear, reports Florian Schneider. In addition to the convenient interchangeability with standard pins, he sees another major benefit: “Thanks to the high-precision manufacturing, we can guarantee the depth of the helical geometry of 0.02 mm over the entire length of the ejector pin. Cutting to finished size or even further outline machining is thus possible without any problem.”

NEW: SOLUTION FOR SMALLER DIAMETERS
“Following successful internal tests and extremely positive customer feedback, we have now standardised a solution for diameters from 0.5 mm to 4 mm,’ states Schneider. Instead of a channel depth of 0.02 mm, the helical venting geometry is incorporated at 0.01 mm. The second main difference is the material. For even more stability, KNARR uses an HSS version of the venting ejector for smaller diameters, which is also available with (300533DLC) or without DLC coating (300533) and in lengths from 100 to 315 mm.
For more information, please visit: https://knarr.com/news/?lang=en
News Categories
- » NEWS HOME
- » Automation & Robotics
- » Industry 4.0
- » Material Handling
- » Sensors
- » Quality & Testing
- » Machine Vision
- » Laser & Optics
- » Metalworking
- » Motion Control & Drives
- » Hydraulics & Pneumatics
- » Process Industry
- » Renewable Energy
- » Agriculture
- » Home & Office Furniture
- » Additive Manufacturing
- » Environmental Tech
Related Expos





Tags
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|