Latest laser process measurement technology for precision machining by Studer AG
As is well known, finishing on grinding machines often demands demanding tolerances in terms of dimensional, shape and positional accuracy as well as high-precision surface finishes. Companies often have experience in achieving these requirements. However, especially with small batch sizes, there is a desire for process evaluation on the machine, as interim measurements on external measuring machines and corresponding corrections extend the throughput time of part processing. These control measures would considerably increase process reliability and productivity. Ideally and desirable are solutions that can be used flexibly for a wide range of workpieces.
Possibilities of process measuring technology in grinding processes
The production technician has various possibilities of measuring functions available for process evaluation, which are based on different principles of production measuring technology. The measurement of process forces such as grinding forces (Ft, Fn) or comparative grinding spindle currents, for example, provide an indication of the achievement of tool life or, just as importantly, the fluctuating allowances that can influence process stability and compliance with required tolerances are determined. In addition, tool costs can be reduced by preventing excessive dressing. Well-known structure-borne sound sensors support the so-called spark detection in the grinding process to reduce the grinding time or monitor the profile-compliant dressing process with its envelope functions. Tactile measuring systems such as measuring control systems for diameters or workpiece lengths, pneumatic systems or micro-sensors for the length extensions of spindle systems also support the increase in process reliability. Further measuring functions can be described further here, such as the use of camera or laser systems for process monitoring. Especially the laser measurement technology opens up interesting fields of application.
Integration of laser measuring technology in STUDER universal cylindrical grinding machines
STUDER can draw on more than 10 years of experience in the use of machine-integrated laser measurement technology, which has been evaluated for test purposes for the measurement of grinding wheels or workpieces. Such basic research has a long tradition at STUDER in order to be prepared for future trends in production technology. This knowledge and experience has now been drawn upon to meet current needs. The systems used in other industries for tool monitoring have been further developed specifically for STUDER on the basis of the latest laser measuring technology for measuring workpieces on grinding machines, which has only recently become available.
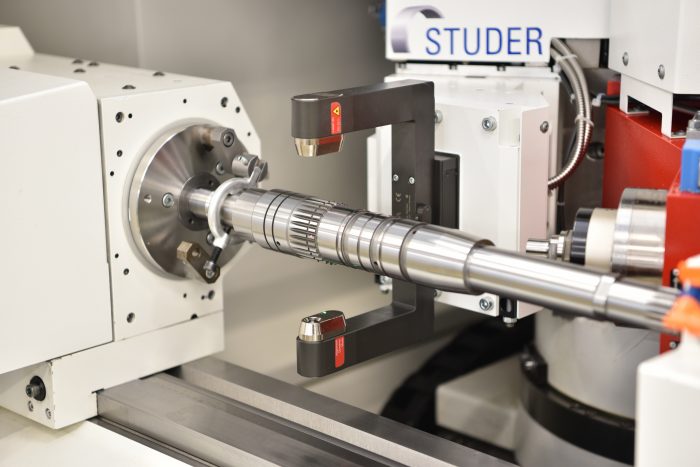
The necessary measuring device is mounted mechanically, similar to our probes on our B-axes, which carry the corresponding grinding spindle. This situation does not actually give the operators an unusual picture.
The size of this measuring device can be adapted to the workpiece diameter. The existing air nozzles for blowing off the workpiece during measurement and the newly developed dirt shields protect the laser optics efficiently from the cooling lubricant in the machine. Compared to the predecessor models, the manufacturer of the laser unit also uses more advanced, more precise laser optics. However, the most striking point from our point of view is the possibility of generating many thousands of measuring points for evaluation when the workpiece is rotating. This considerably reduces the measuring time. These features could now be integrated into STUDER’s specific measuring cycles. This provides the user with a suitable method for non-contact measurement for machining precision workpieces.
At this point it should be mentioned that not only different large diameters can be measured with a laser measuring device, but also on “interrupted” diameters, such as shafts with keyways or longitudinal grooves as well as gears in the diameter range, precise control measurements can be made with a laser measuring device. The setup and adjustment of previously used tactile measuring controls is no longer necessary. A measure that leads to a considerable increase in efficiency.
The measuring cycle can be selected as desired after each processing or at the end of the grinding process. The STUDER software records the measured values per diameter after each measuring cycle. This procedure enables the operator to determine the quality of the ground component at a glance.
Conclusion
The presented strategy of machine-integrated laser measuring technology expands the application possibilities of process measuring technology in grinding machines. A precise, universal, non-contact measuring process supports the user in his efforts to increase efficiency in precision machining.
For more information, please visit: https://www.studer.com
News Categories
- » NEWS HOME
- » Automation & Robotics
- » Industry 4.0
- » Material Handling
- » Sensors
- » Quality & Testing
- » Machine Vision
- » Laser & Optics
- » Metalworking
- » Motion Control & Drives
- » Hydraulics & Pneumatics
- » Process Industry
- » Renewable Energy
- » Agriculture
- » Home & Office Furniture
- » Environmental Tech
Related Expos





Tags
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|