KraussMaffei Berstorff’s new Thermoplastic Composite Pipes line is ideal for transporting corrosive and abrasive media
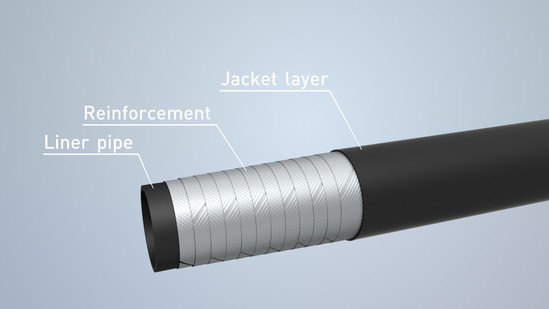
Photo by KraussMaffei Berstorff GmbH
As part of the Competence Forum on KraussMaffei’s 180th anniversary, two technological highlights from pipe extrusion are front and center. With the TCP (Thermoplastic Composite Pipes) pilot line, KraussMaffei Berstorff is taking new strides in fiber composite technology and thus supports pre-qualifying customer-specific sample pipes meeting the pressure standards of the oil and gas industry. In addition, the newly developed tube die features a three-layer pipe with a functional inner layer made of PA 12. This is especially suited for transporting corrosive and abrasive media.
One-of-a-kind service for pre-qualifying TCP sample pipes
“With our pilot line, we support our customers with their standards regarding the design of fiber-reinforced pipes from a process technology standpoint,” says Matt Sieverding, President of Extrusion Technology at the KraussMaffei Group. “In the pre-qualification of new developments, we offer a service that is one-of-a-kind in the world. This is a real benefit to our customers, as lengthy and time-consuming process steps are drastically shortened,” says Sieverding. The base pipe can be produced on our in-house lines for manufacturing pipes, purchased on the market or provided by the customer. The tapes are then wrapped on the TCP pilot line. A reconfiguration of the line allows for subsequent sheathing with a protective layer.
Maximum flexibility thanks to a three-level process
“For manufacturing TCP pipes, we relied on a three-level process in our system concept. For the customer, this process ensures maximum flexibility in production. And this is combined with a minimum risk in the production process,” says Sieverding. At the second stage of the process, the surface of the PE pipe on the winding system is heated with infrared. The tape is then attached at two successive winding stations. An infrared oven for each layer ensures the fusion of the inner pipe with the reinforcing layers, thus ensuring complete bonding. A corresponding guiding device ensures exact positioning and prevents potential tape overlapping. “The fiber-reinforced pipes are excellently suited for the challenging safety requirements and high pressure loads in the oil and gas industry,” Sieverding says. In onshore use, the working pressure attains 150 bar at times. In offshore use, the pipe can be required to withstand a pressure stability of more than 500 bar.
The system for live demonstration at the Competence Forum is designed for a pipe interior diameter range of 50.8 to 152.4 mm (2 to 6 inches) and a maximum permissible operating pressure up to 100 bar (1500 psi). It is currently intended for the use of PE pipes coated with glass-fiber reinforced PE tape. On the long run, however, multi-layer pipes, other fibers and engineering polymers will also be tested.
Engineering polymers as a functional inner layer
“As a complement to the composite pipes, we are taking groundbreaking steps in pipe extrusion by processing engineering polymers,” Sieverding says. Integrated into a complete production line, the KM-3L RKW 250 F³ tube die produces a three-layer PE pipe with a functional inner layer made from polyamide (PA 12). “Our development team was successful in combining the various processing parameters of raw materials such as temperature or shrinkage in this innovative tube die design,” says Sieverding happily. The combination of the materials was immediately obvious as PA is substantially more expensive than PE but offers very high chemical and abrasion resistance. For complete bonding, an additional bonding layer is required. Due to their high impact strength and abrasion resistance, pipes manufactured in this way are particularly well suited to corrosive and abrasive media such as those frequently used in the oil, gas and chemical industries.
The live system with the KME 75-36 B/R, KME 45-36 B/R and KME 30-25 D/C single-screw extruders is designed for the dimensional range of 50 to 282 mm and an output of 800 kg/h for PE, 30 kg/h for the bonding agent and 180 kg/h for the functional layer.
For more information, please visit http://www.kraussmaffeiberstorff.com.
News Categories
- » NEWS HOME
- » Automation & Robotics
- » Industry 4.0
- » Material Handling
- » Sensors
- » Quality & Testing
- » Machine Vision
- » Laser & Optics
- » Metalworking
- » Motion Control & Drives
- » Hydraulics & Pneumatics
- » Process Industry
- » Renewable Energy
- » Agriculture
- » Home & Office Furniture
- » Additive Manufacturing
- » Environmental Tech
Related Expos





Tags
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|